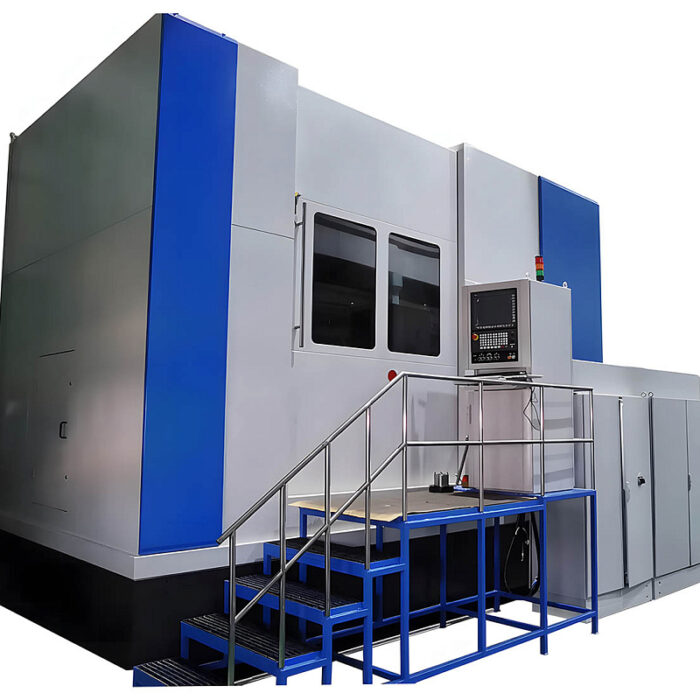






Зубошлифовальный станок с ЧПУ UGG-1250P
ПОД ЗАКАЗ
-
Система ЧПУNum
-
Макс. диаметр заготовки1250 мм
-
Макс. модуль заготовки25 мм
-
Общая мощность64 кВт
-
Тип зубаПрямой, косой
-
Тип производимых колёсЦилиндрические прямозубые и косозубые
Преимущества
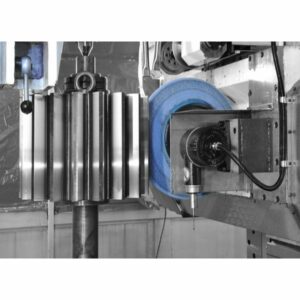
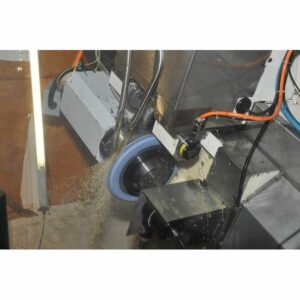
- Для шлифования применяется метод формовки (профилирования)
- Цифровая сервосистема и полное управление с обратной связью
- Встроенное ПО собственной разработки
- Простота управления и высокая эффективность работы
- Полностью закрытый корпус
- Электростатическое устройство поглощения масляного тумана
1
человек смотрит этот товар прямо сейчас!
Описание
Детали
| Система ЧПУ | |
|---|---|
| Макс. диаметр заготовки, мм | |
| Макс. модуль заготовки, мм | |
| Общая мощность, кВт | |
| Тип зуба | |
| Тип производимых колёс | |
| Длина, мм | |
| Ширина, мм | |
| Высота, мм | |
| Вес, кг |