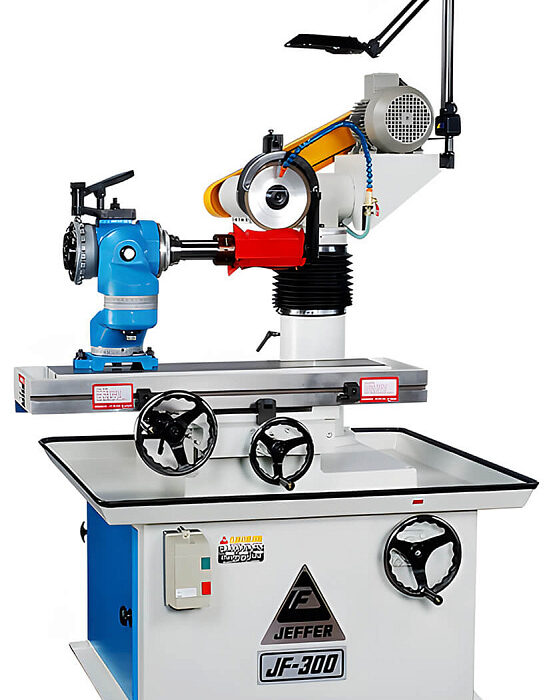
Универсальный заточной станок JEFFER JF-300
ПОД ЗАКАЗ
-
Диаметр хвостовика концевого инструмента3 — 19 мм
-
Макс. длина инструмента300 мм
-
Макс. наружный диаметр насадного инструмента400 мм
-
Макс. размер насадных фрез400 x 300 мм
-
Мощность электродвигателя шлифовального круга1,7 кВт
-
Вес550 кг
Преимущества
- Линейные призматические направляющие
- Ход стола регулируется при помощи подпружиненных упоров
- Делительная головка оснащена высокоточными насеченными лимбами
- Смазка направляющих осуществляется по пластиковым трубкам расположенным на одном блоке
1
человек смотрит этот товар прямо сейчас!