Назначение
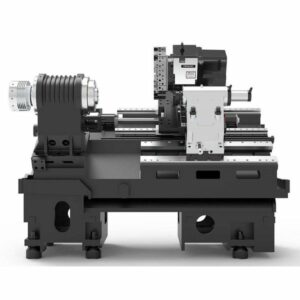
Токарные обрабатывающие центры SPECTR серии TС классическое высокопроизводительное решение для металлообрабатывающего производства. Станки подходят для операций точения, растачивания, сверления, нарезания резьбы. Для версий с индексом M и приводной револьверной головкой (Sauter, Германия), возможно выполнять операции фрезерования, вне осевого сверления, вне осевого нарезания резьбы метчиком.
Сочетание жесткости наклонной конструкции станины 30˚, скоростного привода, мощного шпинделя до 472 Нм и высокоточных направляющих качения, позволяют успешно производить скоростную обработку деталей, при этом обеспечивая высокую точность по 7-му квалитету и шероховатость по 8-9 классам.
Область применения
Токарные обрабатывающие центры SPECTR серии TС применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической, автомобильной и нефтегазовой промышленности для обработки труднообрабатываемых, высоколегированных, жаропрочных сталей и чугуна.
Станкостроение
Аэрокосмическая промышленность
Автомобильная промышленность
Приборостроение
Машиностроение
Инструментальное производство
Конструктивные особенности
Цельнолитая станина с углом наклона 30 градусов и низким центром тяжести (относительно конкурентов), изготовленная из чугуна марки HT300, который обладает превосходными характеристиками поглощения вибраций, обеспечивает прочную основу для всех узлов станка. После отжига и естественного старения – полностью устраняются внутренние напряжения отливки.
Направляющие отшлифованы с прецизионной точностью за один установ.
Специальная конструкция станины обеспечивает высокую точность и стабильность обработки. Кроме того, угол наклона 30 градусов предоставляет оператору удобный доступ к заготовке и облегчает отвод стружки.
Применение точного ручного шабрения самых ответственных сопрягаемых поверхностей ключевых узлов станка увеличивает коэффициент контакта, снижает вибрацию и предотвращает деформации во время работы станка, что гарантировано обеспечивает геометрическую точность, точность перемещений и точность позиционирования на протяжении всего срока службы оборудования.
Оси X и Z оснащены высокопроизводительными двигателями подачи Fanuc (Япония).
Направляющие качения класса P (ширина по осям X/Y — 35 / 45 мм) с отличными характеристиками точности и скорости перемещений, позволяют производить скоростную обработку в тяжелых условиях обеспечивая высокую точность в течение всего срока службы.
ШВП от PMI (Япония) с двойным преднатягом исполнены в соответствии с классом точности C3. Диаметр по оси X — 32 мм, по оси Y — 40 мм.
Сверхпрочная конструкция корпуса шпинделя, выполненная из цельного литья Meehanite, сохраняет минимальное тепловое расширение и значительно продлевает срок службы подшипников.
Двухрядные цилиндрические роликовыми подшипниками спереди в сочетании с радиально-упорным двухрядным подшипником сзади, гарантируют высокую жесткость при обработке в тяжелых условиях и как следствие — отличное качество поверхности получаемых деталей.
Станок в стандартной комплектации оснащается ремённым приводом, что оптимально по цене, крутящему моменту и удобству обслуживания.
Система шкивов шпинделя оснащена мощным и надежным электродвигателем переменного тока Fanuc (Япония), обеспечивающим превосходную силу резания в тяжелых условиях.
Ремень шкива типа PK используется для достижения низкого уровня вибрации и шума, а так же отличной шероховатости обрабатываемой поверхности при высоких скоростях вращения.
Сервоприводная револьверная головка (статический инструмент, для моделей TС2000 / TC2500) с гидравлическим тормозом приводится в движение серводвигателем переменного тока с высоким крутящим моментом для быстрого вращения и повторяемости. Конструкция револьверной головки оснащена муфтой большого диаметра, обеспечивающей точное позиционирование и высокую силу зажима.
Револьверная головка с приводным инструментом типа BMT45(55) (крепление на 4 болта) на 12 позиций (для моделей TL2000M / TC2500M), оснащена двумя отдельными двигателями для индексации и фрезерования, что улучшает производительность обработки и сокращает время смены инструмента.
Перемещениями программируемой задней бабки управляют с помощью стойки ЧПУ для простоты установки и позиционирования. Сокращает время наладки и позволяет обрабатывать длинные детали в центрах.
Конструктивные особенности револьверных головок
| Система крепления VDI |
Система крепления BMT
|
|
|
|
|
Система крепления VDI имеет менее жесткую конструкцию крепления инструментальных блок к револьверной головке, и предназначена для обработки легких сплавов с небольшими припусками. При обработки твердых сплавов срок эксплуатации инструментальных блок значительно уменьшается из-за большой нагрузки на базовые посадочные поверхности.
Система крепления BMT имеет преимущество в жесткости инструментальных блоков к револьверной головке за счет крепления 4-мя болтами к револьверу. Это позволяет производить обработку при тяжелых режимах резания и обеспечивать высокую точность, позволяет достичь высокой производительности и сократить вспомогательное время, т.к. возможно производить обработку с большими припусками.
Преимущества VDI:
- Только один винт для затяжки блока, он прост в установке и быстрее настраивается оператором;
- Меньшие первоначальные инвестиции — стоимость резцедержателя ниже, чем резцедержателя BMT;
- Оператор может регулировать прямолинейность и точность блока.
Преимущества BMT:
- Более жесткий, используется для обработки в тяжелых условиях;
- Точная прямая фиксация, оператору не нужно настраивать прямолинейность блока;
- Больший ресурс блока за счёт равномерного распределения нагрузки при работе (больше упорных подшипников, больше точек крепления к револьверу, короткий вылет хвостовика).
Диаграммы мощности шпинделя
TC2000 (11 / 15 кВт) передаточное отношение 1:1,5 (177 Нм)
TC2500 (15 / 18,5 кВт) передаточное отношение 1:2 (472 Нм)
Диаграмма момента приводной револьверной головки
Габариты
TC-2000/M
TC-2500/M