Назначение
Токарные обрабатывающие центры SКM серии NL с осью Y и противошпинделем (серия SY) предназначены для точной и производительной токарной обработки с высокими повторяемостью и серийностью, деталей типа тел вращения: валов, осей, фланцев, колец и т.д., при ‘тяжелых’ режимах*.
* Режим резания определяется глубиной, скоростью, мощностью, силой резания, скоростью подачи, типом используемых инструментов, геометрическими параметрами и т.д.
Сочетание высокой жесткости наклонной конструкции станины 30˚, скоростного привода и мощного шпинделя до 734 Н*м и направляющих скольжения, позволяют успешно сочетать силовое резание с чистовой обработкой стальных деталей в закалённом состоянии с твердостью до 58 HRC, при этом обеспечивая высокую точность по 7-му квалитету и шероховатость по 8 — 9 классам.
Область применения
Токарные обрабатывающие центры SKM серии SY применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической, автомобильной и нефтегазовой промышленности для обработки закаленных, высоколегированных, жаропрочных сталей и чугуна.
Производство машин и механизмов
Инструментальное производство
Приборостроение
Аэрокосмическая промышленность
Конструктивные особенности
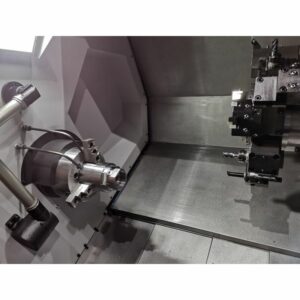
С углом наклона 30°, изготовленная из чугуна Meehanite, который обладает превосходными характеристиками поглощения вибрации, обеспечивает прочную основу для всех компонентов машины. Такая конструкция обеспечивает долгосрочную точность и стабильность обработки. Кроме того, конструкция станины под углом 30° обеспечивает операторам удобный доступ к заготовке и превосходный отвод стружки.
Точное ручное шабрение контактных поверхностей всех суппортов, передней и задней бабки со станиной обеспечивает длительную точность обработки и минимальный износ поверхности.
Ось Z оснащена высокопроизводительным двигателем подачи для лучшего перемещения (3 кВт).
Скорость ускоренного хода по осям Z и Х: 30 м/мин
Шестигранная конструкция и направляющие увеличенного сечения, изготовленные из цельной отливки, способствуют производительной обработке в самых тяжелых условиях.
Закаленные индукционным способом и прецизионные шлифованные направляющие обеспечивают точную обработку в течение длительного периода времени.
Широкая каретка снижает вибрацию и обеспечивает высокую точность обработки.
Сверхпрочная конструкция, изготовленная из цельного литья, с теплорассеивающим оребрением для эффективного отвода тепла, выделяемого при движении оси, сохраняет минимальное тепловое расширение и значительно продлевает срок службы подшипников
Двухрядные цилиндрические роликовыми подшипниками спереди в сочетании с радиально-упорным двухрядным подшипником сзади, обеспечивают высокую жесткость при обработке в тяжелых условиях и отличное качество поверхности изделий.
Станок оснащен ремённым приводом главного шпинделя. Оптимальное соотношение по цене, крутящему моменту и обслуживанию привода
Система шкивов шпинделя оснащена мощным и надежным электродвигателем переменного тока Fanuc (Япония), обеспечивающим превосходную режущую способность в тяжелых условиях.
Ремень шкива типа PK используется для достижения низкой вибрации, низкого уровня шума и хорошего результата резания шероховатости поверхности даже на высокой скорости вращения.
Станок в стандартной комплектации (серия SY) оснащен противошпинделем со встроенным двигателем и блоком охлаждения масляной рубашкой для минимизации тепловой деформации и обеспечения максимальной точности обработки даже в течение длительного периода обработки.
Противошпиндель с полным управлением по оси C позволяет обрабатывать заготовку за один установ, а мощный встроенный двигатель Fanuc (Япония) обеспечивает быстрое ускорение с высоким крутящим моментом и высокой точностью.
Программируемый корпус задней бабки, и программируемая пиноль входят в стандартную комплектацию для серии NL с осью Y, что упрощает регулировку положения задней бабки, сокращает время наладки и позволяет вести обработку тяжелый и длинных деталей с повышенными режимами резания. За перемещение корпуса отвечает собственный сервопривод и ШВП.
Обеспечивает максимальную гибкость обработки для разных типов заготовок. От простой обработки до многоосевой одновременной обработки — все операции могут быть выполнены за одну установку.
Автоматический перехват заготовки от главного шпинделя в противошпиндель, позволяет снизить «человеческий фактор», сократить время цикла и обеспечивает непрерывную обработку с отличной повторяемостью.
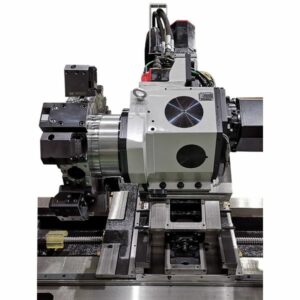
Револьвер с типом крепления блоков BMT (крепление на 4 болта) оснащен 2 отдельными двигателями для индексации и фрезерования, что улучшает производительность обработки и сокращает время обработки заготовки.
Станок оснащен осью Y, что многократно повышает возможности оборудования и функциональность обработки.
Оба конца ШВП X / Y и ШВП Z / B жестко зафиксированы и установлены в предварительно нагруженные высокоточные подшипники класса P4, которые обеспечивают точное и плавное перемещение даже с высокой нагрузкой.
Попытки обработки канавок и контуров с применением управления интерполяцией в полярных координатах (на других станках), когда ось X меняет направление в точке пересечения между центральной линией и обрабатываемым профилем, влияет на точность получаемого профиля (появляются выступы и недорезы). Обработка с управлением по оси Y на станках серии NL позволяет избежать этой проблемы, а также обеспечить абсолютную точность обрабатываемого профиля.
На станке с осью Y при обработке канавок, их ширина идеально параллельна по всей высоте канавки. Этого невозможно достичь на станке без оси Y.
Ось Y позволяет выполнять боковое фрезерование, нецентральное сверление и нарезание канавок.
Это обеспечивает возможность обработки более сложной формы по сравнению с обычным 2- и 3-осевым токарным центром.