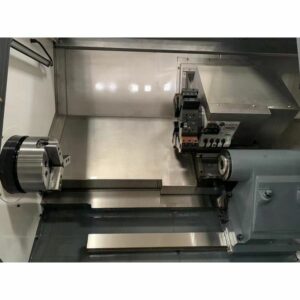


Токарный центр с наклонной станиной IRONMAC ITX-63/1000
7 854 561 ₽
-
Макс. диаметр точения400 мм
-
Двигатель привода главного шпинделя15 / 18,5 кВт
-
Макс. длина точения1000 мм
-
Вес6200 кг
Преимущества
- Cистема ЧПУ HNC
- Автоматическая система измерения инструмента
- Жесткая цельнолитая станина с углом наклона 45°
- Линейные направляющие качения и ШВП HIWIN (Тайвань) по осям X, Z
Данный товар можно купить в кредит всего за 413397 в месяц.
1
человек смотрит этот товар прямо сейчас!
Описание
Детали
| Макс. диаметр вращения, мм | |
|---|---|
| Макс. диаметр точения, мм | |
| Макс. длина точения, мм | |
| Макс. диаметр прутка, мм | |
| По оси X, мм | |
| По оси Z, мм | |
| Конус | |
| Размер патрона, дюйм | |
| Точность позиционирования, мм | |
| Повторяемость, мм | |
| Перемещение задней бабки, мм | |
| Конус пиноли задней бабки | |
| Ход пиноли задней бабки, мм | |
| Двигатель привода оси Х, кВт | |
| Двигатель привода оси Z, кВт | |
| Двигатель привода оси Y, кВт | |
| Количество инструментов, шт. | |
| Угол наклона станины, град. | |
| Тип направляющих | |
| Длина, мм | |
| Ширина, мм | |
| Высота, мм | |
| Вес, кг |