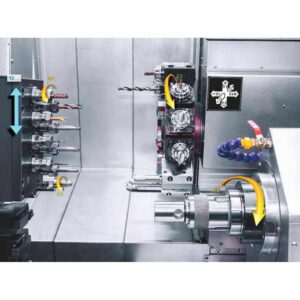



Токарный автомат с ЧПУ IRONMAC ITA-708SY
ПОД ЗАКАЗ
-
Система ЧПУSyntec / Fanuc
-
Макс. диаметр прутка70 мм
-
Число осей управления10 шт.
-
Частота вращения шпинделя4000 об/мин
-
Вес5800 кг
Преимущества
- Инструментальная система на 12 приводных позиций
- Обработка деталей сложной конфигурации
- Короткий срок окупаемости
2
людей смотрит этот товар прямо сейчас!
Описание
Детали
| Макс. диаметр вращения, мм | |
|---|---|
| Конус | |
| Размер патрона, дюйм | |
| Конус противошпинделя | |
| Макс. диаметр прутка, мм | |
| Система ЧПУ | |
| Макс. длина обработки, мм | |
| Число осей управления, шт. | |
| Наличие противошпинделя | |
| Объём бака СОЖ, л | |
| Длина, мм | |
| Ширина, мм | |
| Высота, мм | |
| Вес, кг |