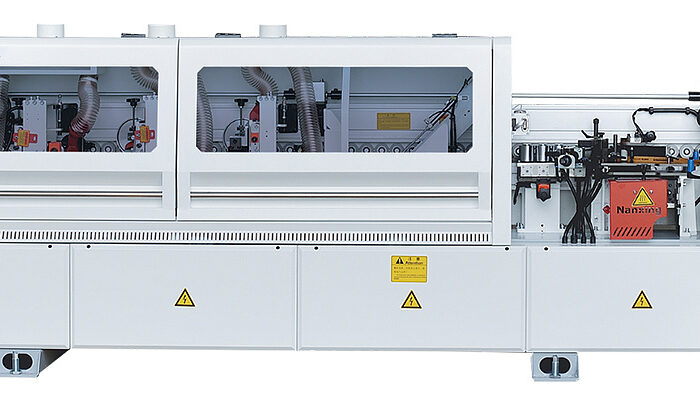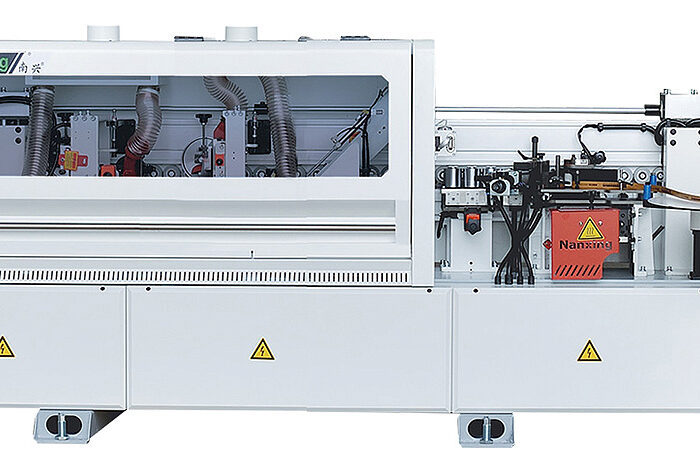


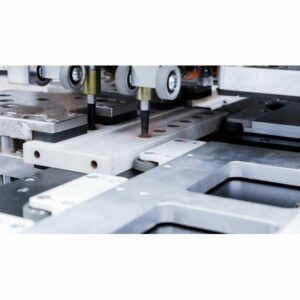

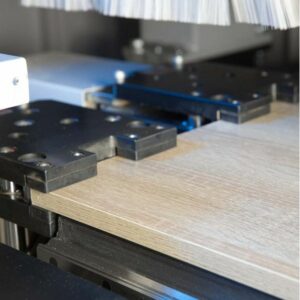
Сверлильно-присадочный центр с ЧПУ Beaver SWIFT Turbo 1200-2HС
ПОД ЗАКАЗ
-
Количество присадочных голов2 шт.
-
Мощность верхнего фрезерного шпинделя3,5 кВт
-
Максимальная скорость перемещения по осям X / Y / Z100 / 90 / 50 м/мин
-
Количество шпинделей для сверления в пласть заготовки (сверху)12 шт.
-
Частота вращения верхнего фрезерного шпинделя18 000 об/мин
-
Количество шпинделей для сверления в пласть заготовки (снизу)9 шт.
-
Ширина обрабатываемой заготовки (мин. — макс.)30 — 1200 мм
-
Количество шпинделей для сверления в торцы заготовки8 (2+2; 2+2) шт.
-
Мощность нижнего фрезерного шпинделя3,5 кВт
-
Вес2500 кг
Преимущества
- Мощная сварная станина, прошедшая полный цикл термообработки
- Сверхкомпактные размеры
- 2 присадочные головы (1 сверху + 1 снизу)
- Измерение заготовки на входе в станок для исключения ошибок оператора
- 2 высокоскоростных независимых захвата обеспечивают высокую скорость перемещения изделия и точность позиционирования
- Пазовальная пила Ø100 мм в базовой комплектации
- Мин. размер заготовки: 30 x 70 мм
0
Человек смотрит этот товар прямо сейчас!