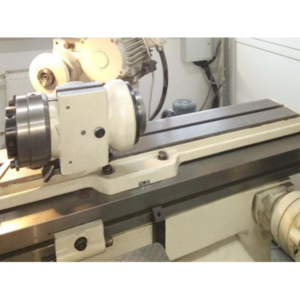
Чугунная литая станина
Сдвоенный заточной узел
Мощность двигателя заточного круга 1,5 кВт
Защитные кожухи для заточного круга, 4 шт.
Зажимной фланец с посадкой 32 мм для заточного круга, 5 шт.
Делительная головка с конусным креплением для оправок MT5 и ISO 50 для заточки инструмента
Оправка для фрез 2 шт. MT5 и ISO 50 (диаметр и длина указывается при заказе)
Переходные втулки под конус Морзе № 2, 3, 4 – 3 шт.
Правый и левый поддерживающие центры
Керамический (абразивный) круг тарельчатый, 1 шт.
Керамический (абразивный) круг чашечный, 3 шт.
Керамический (абразивный) круг прямопрофильный, 3 шт.
Устройство с алмазным карандашом для правки шлифовальных кругов
Электропривод подъема/опускания заточного узла
Централизованная система смазки
Электролампа с гибким штативом (24 В)
Набор гаечных ключей
Инструментальный шкаф
1. Инструментальная шпиндельная передняя бабка
2. Левосторонняя задняя бабка
3. Правосторонняя задняя бабка
4. Устройство с алмазным карандашом для правки шлифовального круга
5 — 8. Комплект кожухов шлифовального круга, 4 шт.
9. Держатель кожуха шлифовального круга (длинный)
10. Держатель кожуха шлифовального круга (короткий)
11. Универсальный держатель зуба и насадка держателя лезвия
12. Центроискатель
13. Цанговый ключ
14. Держатель зуба (со смещением лезвия)
15. Выталкивающий стержень
16. Т-образный ключ для втулки шлифовального круга
17. Стержень для извлечения втулки
18. Штифтовой ключ
19. Микрометрический регулируемый держатель зуба (с закругленной поверхностью)
20. Подпятники для выравнивания, 3 шт.
21. Краска для подкрашивания
22. Устройство извлечения фланца
23. Втулка переходная (с Конус Морзе №5 на конус Морзе №2)
24. Втулка переходная (с Конус Морзе №5 на конус Морзе №3)
25. Втулка переходная (с Конус Морзе №5 на конус Морзе №4)
26. Фланцы с посадкой 32 мм для шлифовальных кругов, 5 шт.
27 — 33. Комплект шлифовальных кругов, 7 шт.
34. Двусторонний гаечный ключ
35,37. Комплект гаечных ключей, 2 шт.
36. Комплект отверток
38. Комплект шестигранных ключей
39. Шайбы для шлифовальных кругов, 5 шт.
40. Центр для рабочей головы конус Морзе №2
41. Удлинитель шпинделя 4 дюйм (100 мм)
42. Удлинитель втулки круга и кольцо 4 дюйм (100 мм)
43. Приводной ремень для шпинделя
44. Крепежный болт для передней бабки и проставка
45. Инструментальный шкаф
46. Оправки 2 шт.: MT5 для насадных торцевых фрез и ISO 50 с рабочей длиной 200 мм в комплекте с дистанционными кольцами для насадных фрез
47. Кейс для инструмента