














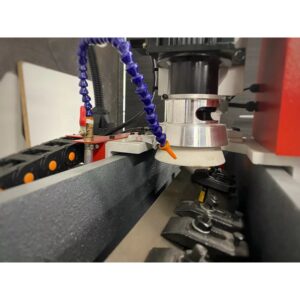




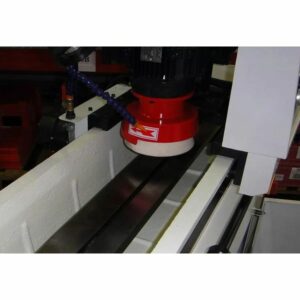

Станок для заточки строгальных ножей IRONMAC 1000A
ПОД ЗАКАЗ
-
Длина строгальных ножей60 — 1050 мм
-
Ширина строгальных ножей15 — 160 мм
-
Мощность1,5 кВт
-
Вес320 кг
Преимущества
- Высокопрочные, износостойкие направляющие
- Высокое качество заточки
- Продуманность конструкции
- Простота настройки и обслуживания
0
Человек смотрит этот товар прямо сейчас!














