Гарантия качества. Надежность и сервис.
8 800 234 34 47
ПОД ЗАКАЗ
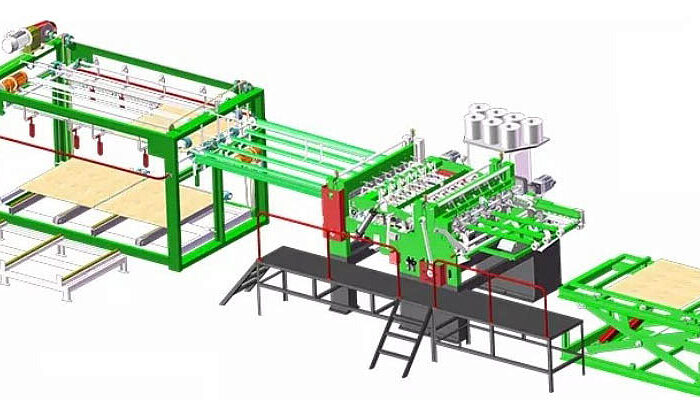
Система предназначена для организации автоматической подачи, разгона до необходимой скорости и приема обработанной заготовки из четырехсторонних продольно-фрезерных станков.
Предприятия и цеха по производству столярно-строительных изделий, мебельного щита, производству погонажных изделий.
Заготовка движется за счет роликов (поз. 4) по рольгангу (поз. 1) до конечного выключателя (поз. 6), который регулируется по длине заготовки, перемещаясь по направляющей (поз. 7). Затем сталкиваетель (поз. 8) посредством пневмоцилиндров перемещает их на транспортер поперечный (поз. 2) Для длин заготовок от 2 до 3 метров, работают пневмоцилиндры №1 и №2, а пневмоцилиндр №3 перекрывается.
Если длина заготовки от 3 до 4,5 метров, работают пневмоцилиндры №1 и №2, смещенный на расстояние 1500 мм, цилиндр №3 перекрыт. При длине заготовок от 4,5 до 6 метров включается пневмоцилиндр №3. Заготовка движется по цепи пластинчатой (поз. 9) до линейки упорной продольной (поз. 12), далее проходит под ограничителем высоты заготовки (поз. 14), который регулируется по толщине заготовки + 5мм, чтобы избежать их наложения друг на друга. Линейка упорная поперечная (поз.13) выравнивает торцы заготовок и ограничивает подачу двух заготовок одновременно. Заготовка с помощью автоподатчика идет на дальнейшую обработку. Автоподатчик выставляется относительно транспортера поперечного в одной плоскости с пластинчатой цепью. Задержка срабатывания прижима автоподатчика с помощью фотоэлемента регулируется реле времени, установленном в электрическом щите, и выбирается в зависимости от скорости дальнейшей обработки.
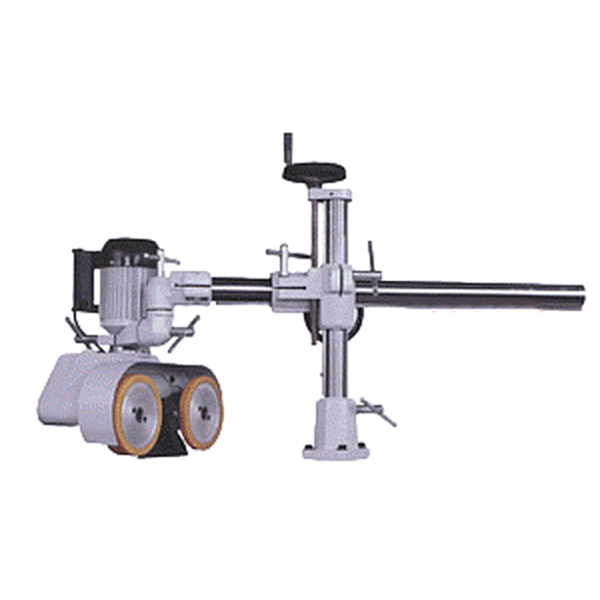
Обработанная доска поступает из станка и движется вдоль направляющих (поз.7 и 8) Толщина принимаемого материала регулируется упором (поз.9) с помощью винтов (поз.10). Как только доска выходит из под упора (поз.9) под действием собственного веса она переворачивается и скатывается по отбойникам на направляющие с ремнями. Ремни производят транспортировку сортируемого материала на рабочую поверхность (поз.13). Оператор в ручную производит разбраковку доски по сортам, прижимая ее к упору (поз. 14). Винт (поз.11) позволяет настроить положение направляющих по высоте. С помощью шпилек (поз.12) и гаек к ним производится натяжка ремней.
Рольганг приводной со сбрасывателем, пластинчатый транспортёр, транспортёр поперечный
905
1,1
—
5460
2655
1025
4100