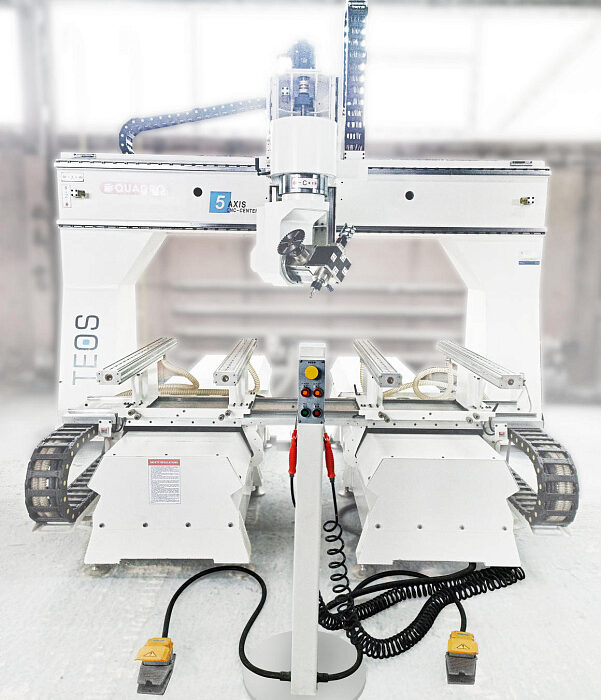





Раскроечный центр Nanxing NP-330HG
ПОД ЗАКАЗ
-
Подача5 — 90 м/мин
-
Длина пропила3300 мм
-
Кол-во пневмозахватов8 шт
-
Общая мощность27,6 кВт
-
Вылет основной пилы128 мм
-
Вес6000 кг
Преимущества
- Толкатель заготовок оснащен восемью пневматическими зажимами
- Передние подающие столы оснащены воздушной подушкой
- Перемещение толкателя производится за счет серводвигателя
- Воздушные столы (кроме первого) подвижные
- Система ЧПУ SIEMENS
2
людей смотрит этот товар прямо сейчас!
Описание
Детали
| Длина пропила, мм | |
|---|---|
| Вылет основной пилы, мм | |
| Подача, м/мин | |
| Холостой ход, м/мин | |
| Диаметр пилы, мм | |
| Посадочный диаметр, мм | |
| Скорость вращения, об/мин | |
| Мощность двигателя, кВт | |
| Кол-во пневмозахватов, шт | |
| Тип загрузки | |
| Общая мощность, кВт | |
| Потребление воздуха, л/мин | |
| Длина рабочего стола, мм | |
| Боковой выравниватель | |
| Макс. скорость толкателя, м/мин | |
| Диаметр воздуховодов, мм | |
| Давление в пневмосистеме, МПa | |
| Длина, мм | |
| Ширина, мм | |
| Высота, мм | |
| Вес, кг |