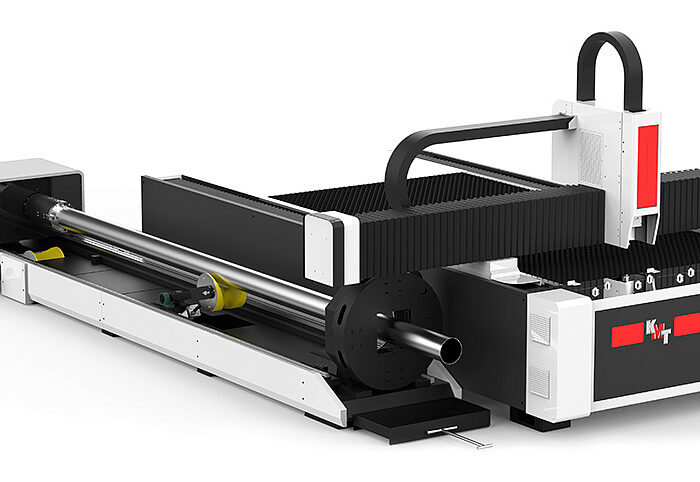
Оптоволоконная установка лазерного раскроя с модулем для обработки труб KMT LX
5 522 308 ₽
-
Перемещение по осям X / Y / Z3030 x 1550 x 100 мм
-
Мощность излучения резонатора3000 Вт
-
Макс. скорость портала120 м/мин
-
Ускорение осей X / Y, G1
-
Вес5000 кг
Преимущества
- Японский редуктор SHIMPO (Япония)
- Линейные направляющие HIWIN (Тайвань)
- Пневматические элементы SMC (Япония)
- Резонаторы 3 кВт
- Оптимальное соотношение цены и качества
0
Человек смотрит этот товар прямо сейчас!
Описание
Детали
| Модуль для резки труб | |
|---|---|
| Сменные паллеты | |
| Кабинетная защита | |
| Обрабатываемый металл | |
| Толщина металла, мм | |
| Система ЧПУ | |
| Рабочая зона (Х x Y), мм | |
| Макс. скорость портала, м/мин | |
| Ускорение осей X / Y, G | |
| Ширина реза, мм | |
| Шероховатость в зоне реза, мкм | |
| Режущая способность, мм | |
| Передача по осям X / Y | |
| Экран | |
| Смазка | |
| Фаза | |
| Напряжение, В | |
| Частота, Гц | |
| Класс защиты | |
| Вид охлаждения | |
| Передача по оси Z | |
| Ускорение оси Z, G | |
| Длина, мм | |
| Ширина, мм | |
| Высота, мм | |
| Вес, кг |