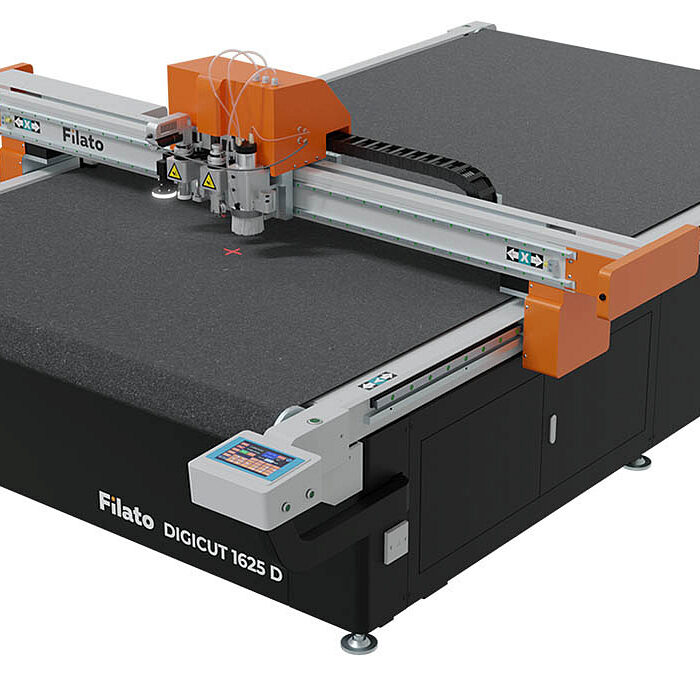






Многофункциональный планшетно-режущий плоттер Filato DIGICUT 1825
ПОД ЗАКАЗ
-
Мощность шпинделя1,2 кВт
-
Частота вращения шпинделя42 000 / 60 000 об/мин
-
Размер зоны обработки1800 x 2500 мм
-
Перемещение по оси Z40 мм
-
Тип смены инструментаРучная (цанговый, фиксация гайкой)
-
Вес1100 кг
Преимущества
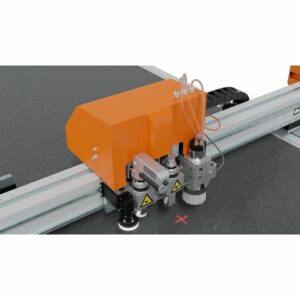
- Большой ассортимент режущих инструментов под разные материалы
- Автоматический конвейерный стол с независимыми зонами
- Цифровая система позиционирования по меткам
- Защита от столкновения с оптическими сенсорами
- Скорость резки до 2000 мм/с
- Фрезерный агрегат с высокой частотой вращения
- Компактные установочные размеры 2160 х 3750 мм
1
человек смотрит этот товар прямо сейчас!
Описание
Детали
| Размеры вакуумного стола, мм | |
|---|---|
| Размер зоны обработки, мм | |
| Перемещение по оси Z, мм | |
| Тип рабочего стола | |
| Мощность шпинделя, кВт | |
| Тип охлаждения шпинделя | |
| Тип цанги | |
| Тип смены инструмента | |
| Тип передачи по осям X, Y | |
| Тип передачи по оси Z | |
| Скорость рабочего хода, м/мин | |
| Скорость холостого хода, м/мин | |
| Тип электродвигателей | |
| Точность резки, мм | |
| Повторяемость, мм | |
| Система ЧПУ | |
| Макс. диаметр инструмента, мм | |
| Поддерживаемый формат файлов | |
| Напряжение, В | |
| Частота тока, Гц | |
| Расход сжатого воздуха, л/мин | |
| Давление в пневмосистеме, Бар | |
| Глубина вакуума, Бар | |
| Длина, мм | |
| Ширина, мм | |
| Высота, мм | |
| Вес, кг |