















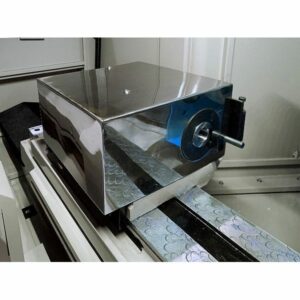

Круглошлифовальный станок UNIVEQ UGO-2050 CNC
ПОД ЗАКАЗ
-
Диаметр наружного шлифования8 — 200 мм
-
Размер шлифовального круга (D x d x B)400 х 127 х 50 мм
-
Вес2700 кг
-
Наличие ЧПУесть
Преимущества
- Система ЧПУ на русском языке
- ШВП с сервоприводами по осям X / Z
- Автоматическая система измерения диаметра шлифуемых деталей
- Динамическая система балансировки шлифовального круга
- Кабинетная защита зоны обработки
- Магнитно-бумажная автоматическая система фильтрации СОЖ
2
людей смотрит этот товар прямо сейчас!
Описание
Детали
| Система ЧПУ | |
|---|---|
| Тип шлифования | |
| Высота центров, мм | |
| Скорость подачи стола, м/мин | |
| Конус передней / задней бабки | |
| Наличие ЧПУ | |
| Вес, кг |













