|
УПРАВЛЕНИЕ
Станок оснащен интуитивно понятным тач скрин дисплеем, который удобен в эксплуатации. Все кнопки имеют графическое отображение вида производимой операции. Блогодаря чему обучение эксплуатации станка операторами занимает миниму времени.
Имееться режим диагностики блоков входов/выходов, благодаря чему технический персонал имеет возможность осуществить получать информацию о состаянии станка.
|
|
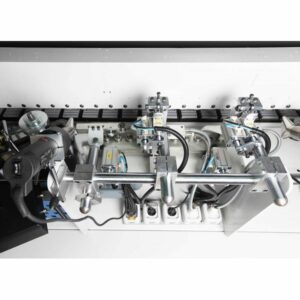
ПУТЕВЫЕ ТОЧКИ
В начале станка установлен емкостной бесконтактный датчик определяющий начало и конец заготовки. Информация с этого датчика поступает на контроллер, после чего сравнивается с фактическим положением конвейерной ленты и рассчитывает время срабатывания каждого из исполнительных агрегатов станка.
- Надежность;
- Высокий моторесурс;
- Позволяет осуществлять регулировку компенсаций с монитора.
Точное положение конвейерной ленты определяется энкодером, который вращается одновременной с лентой и передает данные значения о положении в контроллер.
Таким образом контроллер станка может рассчитать пройденное расстояние заготовкой и активировать каждый из исполнительных агрегатов автоматически.
Что повышает точность срабатывания и сказывается на результате кромления. Эти данные и называют путевыми точками.
|
|
КОНВЕЙЕР
Конвейерная лента движется по длинной, во всю длину станка полукруглой стальной направляющей позволяя обеспечить стабильность движения детали во время обработки. Стальная направляющая подвергается специальной термической обработки перед установкой для достижения жесткости.
- Заготовка движется без смещения;
- Повышает качество и стабильность обработки;
- Стальная направляющая не изнашивается.
|
|
|
ДВИГАТЕЛЬ КОНВЕЙЕРНОЙ ЛЕНТЫ
На станке установлен двигатель от производителя I.Mak (Турция) мощностью 4 кВт, который подключается к приводной шестерне конвейерной ленты через промышленный редуктор благодаря чему станок имеет возможность кромить крупногабаритные заготовки без потери мощности и замедления ленты.
|
|
ОГРАНИЧЕНИЕ РАССТОЯНИЕ МЕЖДУ ЗАГОТОВКАМИ
Для стабильной работы с соблюдением правильного расстояния между заготовками на станке установлен пневматический цилиндр, который ограничивает запуск последующих деталей. Таким образом обрабатывающие агрегаты имею возможность стабильно работать по времени без аварийных ситуаций.
|
|
КЛЕЕВАЯ ВАННА
Клеевая ванна использует клей-расплава EVA, имеет объём 4 литра с традиционным способом добавления клея в клеевой бачек, который расположен ниже клеенаносящего вала. Клеевой бачек имеет тефлоновое покрытие, который предотвращает пригорание клея к стенкам.
В момент нанесения клея на кромку, при помощи расчета времени и путевых точек станок знает точное время для открытия клеевой шторки, чтобы дозированно подать необходимое количество клея на кромку. Тем самым исключить возможность переливания клея.
|
|
МЕХАНИЗМ ПОДАЧИ КРОМКИ
Для стабильной подачи широкой кромки, которая может достигать в высоту 65мм на станке используется система ограничителей в виде штоков, пальцев и винтовых шайб. Таким образом кромка, проходя через систему подачи движется стабильно не болтается выше/ниже, что сказывается на этапе приклеивания к торцу двери.
|
|
ПРЕСС ГРУППА
Состоит из приводного ролика, который вращается одновременно с конвейерной лентой и одинаковой скоростью обеспечивая приклеивание кромки в момент соприкосновения с торцом двери без ударов и замятий на углах.
Серия подпружиненных на пневматики направляющих в виде утюжков оснащаются тэнами для подогрева кромки с нанесенным клеем, а также двумя промышленными фенами.
За счет равномерного прогрева кромки во время всего этапа софтформинга по торцу двери кромка имеет возможность сформировать угол ровно под 90° без закругления и завоздушивания.
- Доп. прогрев кромки во время приклеивания;
- Пресс группа для приклеивания четверти подпружинена на пневматики.
|
|
|
УЗЕЛ СНЯТИЯ СВЕСОВ ПО ТОРЦУ
Торцовочный агрегат располагается после пресс группы и обрабатывает свисающий остаток кромки спереди и сзади по торцу детали. При кромлении двери с четвертью данный агрегат обрабатывает внешний периметр торца. Четверть обрабатывается на фрезерно-торцевальном узле, благодаря чему дверь имеет возможность обработки детали следующего вида.
Узел 2-ух моторной торцовки оснащается премиальными моторами марки Hertz от Турецкого производителя мощностью по 0,37 кВт, пневматикой SMC, которая широко применяется многими именитыми производителями, а также призматической линейной направляющей с промешенными подшипниками с картриджной системой смазки.
|
|
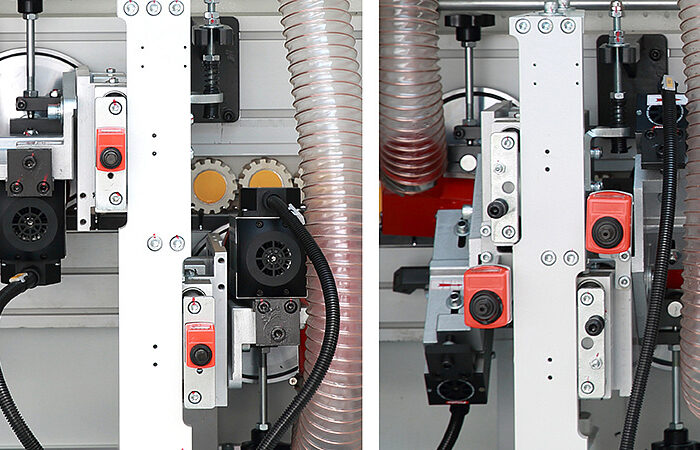
УЗЕЛ ФРЕЗЕРОВАНИЯ СВЕСОВ (ЧЕРНОВОЙ)
При использовании неправильно подобранной ширины кромки свес на верхней поверхности детали выступает больше положенного, что приводит к тому, что мотор и фреза не справляются с общим объемом съема. В следствии чего узел на высокой скорости может не успеть обработать кромку и подпрыгнуть, образуя на детали бугорок (необработанную часть кромки).
Благодаря разделению на черновую и чистовую обработку заготовки усилие распределяется, что приводит к увеличению моторесурс фрез, а также обеспечивает более качественную и стабильную работу без зарезания, подпрыгивания и дефектов.
|
|
|
УЗЕЛ ФРЕЗЕРОВАНИЯ СВЕСОВ (ЧИСТОВОЙ)
Верхний фрезер оснащен пневмоцилиндром, который устанавливает положения фрезы для обработки под четверть или под прямой угол. Благодаря чему оператор имеет возможность без механической перенастройки изменять стратегию обработки непосредственно с дисплея. Что экономит время.
В случае необходимости осуществить более тонкую регулировку положения фрез на узлах установлены счетчики. Фрезы имеют возможность регулировки как вперед/назад, так и вверх/вниз.
|
|
ФРЕЗЕРНЫЙ УЗЕЛ ОБРАБОТКИ ЧЕТВЕРТИ
Вовремя кормлено дверей с четвертью торцовочного узла недостаточно, для этих целей на станке установлен специальный фрезерный узел обрабатывает внутренних свесов по торцу.
Данный узел позволяет деликатно обработать кромку в труднодоступном месте, в котором штатным инструментом обыкновенного кромкооблицовочного станка не достать.
Агрегаты перемещаются по призматическим линейным направляющим.
Подход фрезы к внутреннему торцу двери во время обработки осуществляется при помощи уникальной системы двойного копира.
Благодаря чему точность позиционирования фрезы относительно заготовки увеличивается, а плавность отхода при срабатывании пневмоцилиндра позволяет стабилизировать обработку.
Узел оснащен двумя премиальными высокобортными двигателями от Турецкого производителя Hertz.
- Мощность: 0,55кВт;
- Скорость вращения: 18 000 об/мин;
- Частота вращения: 200 Гц;
- На каждый двигатель устанавливается концевая фреза Ø 22 мм.
|
|
|
ПОДАЧА ОЧИЩАЮЩЕЙ ЖИДКОСТИ
Узел очищающей жидкости, расположен перед узлом полировки и предназначен для устранения следов клея, потёков, пыли, как на стандартных так и деликатных поверхностях.
Две форсунки одновременно наносят жидкость сверху и снизу заготовки. Регулировка необходимого количества жидкости осуществляется при помощи жиклеров.
|
|
ПОЛИРОВАЛЬНЫЙ УЗЕЛ
Узел полировки оснащается двумя кругами из двухслойной ткани, которые необходим для удаления излишков выдавившегося клея на поверхность детали во время прижатия и формирования кромки на пресс группе.
Данный узел осуществляет финишную обработку кромки придавая блеск и отчищая поверхность сглаживая неровности и уменьшая клеевой шов.
- Мощность мотора 0,25кВт;
- Класс защиты IP55;
- Частота: 50 Гц;
- Скорость вращения: 1350 об/мин.
|
|
|
ЭЛЕКТРОКОМПОНЕНТЫ
Контроллер OMRON (Япония) является лидером на рынке, считается одним из самых надежных контроллеров в мире.
Одним из самых надежных и распространённых электрокомпонентов в России и СНГ является продукция компании Schneider Electric (Франция).
Частотные преобразователи OMRON (Япония)– сердце станка отвечающие за работу фрезерных узлов, запуск двигателей и движение конвейерной ленты.
|
|
ПНЕВМАТИКА
Пневмосистема вынесена в отдельный отсек, что повышает удобство настройки агрегатов станка и свидетельствует о высоком уровне культуры производства при изготовлении станка.
|