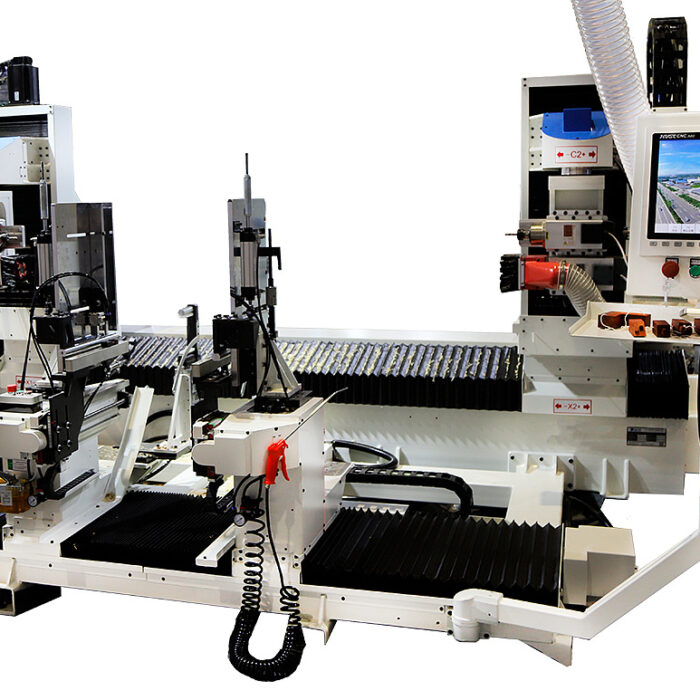
Фрезерно-гравировальный станок с ЧПУ Filato Optima 1325 ATV-E
1 664 742 ₽
-
Мощность шпинделя9 кВт
-
Частота вращения шпинделя0 — 18 000 об/мин
-
Размер зоны обработки1300 x 2500 мм
-
Перемещение по оси Z300 мм
-
Тип смены инструментаАвтоматическая
-
Вес1000 кг
Преимущества
- Пульт NK105 G3 с поддержкой смены инструмента
- Магазин инструмента на 8 позиций
- Централизованная система смазки (не ручная)
- Обновленная механика
- Самый доступный станок с автоматической сменой
1
человек смотрит этот товар прямо сейчас!
Описание
Детали
| Условие | |
|---|---|
| Размеры вакуумного стола, мм | |
| Размер зоны обработки, мм | |
| Перемещение по оси Z, мм | |
| Тип рабочего стола | |
| Мощность шпинделя, кВт | |
| Тип охлаждения шпинделя | |
| Тип инструментального патрона | |
| Тип цанги | |
| Тип смены инструмента | |
| Тип передачи по осям X, Y | |
| Тип передачи по оси Z | |
| Скорость рабочего хода, м/мин | |
| Скорость холостого хода, м/мин | |
| Тип электродвигателей | |
| Размеры рабочего стола, мм | |
| Система управления | |
| Диаметр патрубка аспирации, мм | |
| Расход сжатого воздуха, л/мин | |
| Напряжение, В | |
| Частота тока, Гц | |
| Длина, мм | |
| Ширина, мм | |
| Высота, мм | |
| Вес, кг |