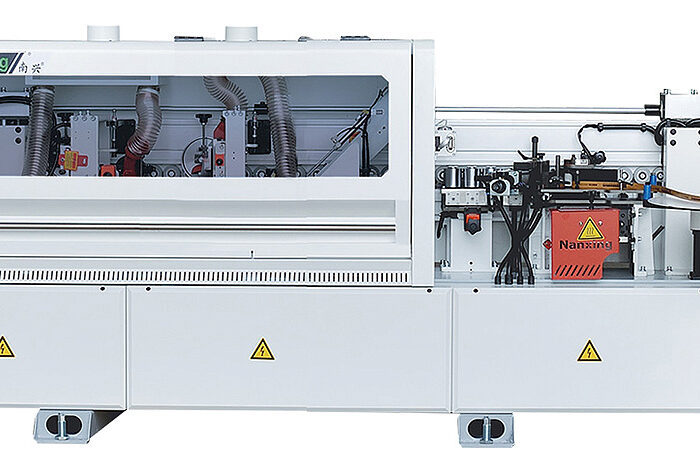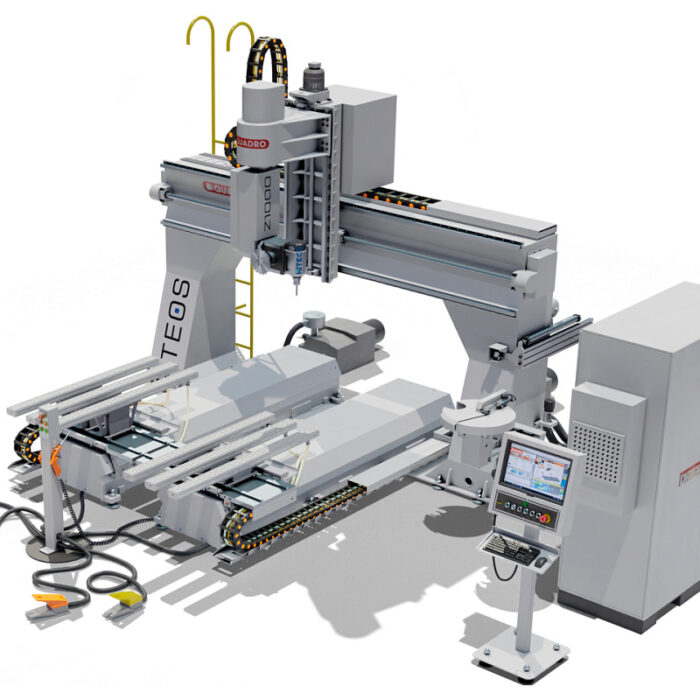


Двухсторонний кромкооблицовочный станок Nanxing NB7CS2IIP
ПОД ЗАКАЗ
-
Толщина кромочного материала0,4 — 3 мм
-
Скорость подачи18 / 22 / 26 м/мин
-
Толщина детали10 — 60 мм
-
Общая мощность54 кВт
-
Вес12 980 кг
Преимущества
- 4-х моторный узел обкатки углов
- Одновременная облицовка с двух сторон за один проход
- Массивная стальная станина
- Ременной прижим
- Упорные кулачки
- Автоматическая регулировка ширины обработки
- Автоматическая загрузка клея
- Узел автоматической смазки
- Разделительная и очистительная жидкости
- Пневмоперенастройка узлов на 2 толщины кромки с пульта
2
людей смотрит этот товар прямо сейчас!
Описание
Детали
| Скорость подачи, м/мин | |
|---|---|
| Толщина детали, мм | |
| Габариты детали (мин.), мм | |
| Нагрев торца | |
| Тип используемых клеев | |
| Параметры фрез, мм | |
| Фрезы узла обкатки углов, мм | |
| Обороты двигателя, об/мин | |
| Частота, Гц | |
| Макс. толщина заготовки, мм | |
| Мин. длина заготовки, мм | |
| Диаметр воздуховодов, мм | |
| Количество, шт. | |
| Производительность, м3/ч | |
| Требуемое давление, Бар | |
| Расход воздуха, л/мин | |
| Напряжение, В | |
| Общая мощность, кВт | |
| Длина, мм | |
| Ширина, мм | |
| Высота, мм | |
| Вес, кг |