Область применения
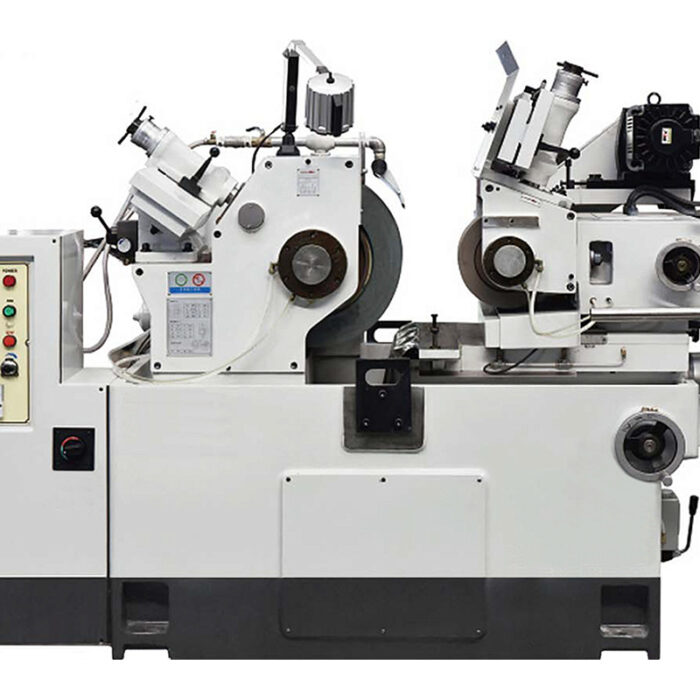
Бесцентровые шлифовальные станки эффективно применяют при обработке деталей малого и большого диаметров без ограничения длины, либо тонкостенных деталей, а также деталей, имеющих сложные наружные профили (поршень, кулак, иглы и т.д.). В условиях массового производства эти станки характеризуются высокой производительностью и точностью обработки.
Бесцентровым шлифованием на проход обрабатывают заготовки цилиндрической формы малых диаметров, заготовки без центровочных отверстий, тонкостенные трубки с высокой производительностью и точностью.
Бесцентровым врезным шлифованием обрабатывают детали с цилиндрической, конической, сферической и фасонной поверхностями, ступенчатые валики, заготовки для концевого режущего инструмента, детали с разобщенными поверхностями. При бесцентровом врезном шлифовании за одну операцию можно снять любой заданный припуск.
Получаемые изделия