|
|
СТАНИНА
Одним из важным производственным этапом является отжиг станины и основных деталей в доменной печи. Это позволяет снять внутренние напряжения металла и предотвращает его деформацию в процессе технологических нагрузок, создаваемых установленными узлами в процессе работы станка. Вес нетто машины до 5000 кг.
Обработка станины проходит на передовых металлообрабатывающих станках с ЧПУ за одну установку, это дает высокую точность работы узлов на более длительном сроке службы. После пескоструйной обработки и окраски на высококлассных металлообрабатывающих станках с ЧПУ обрабатывают корпус и компоненты, чтобы обеспечить безупречное качество и детализацию.
|
|
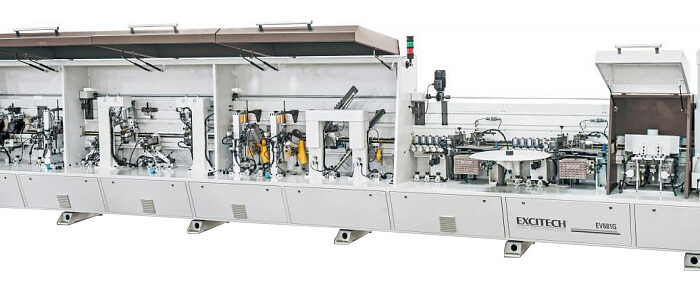
ПРОФЕССИОНАЛЬНАЯ СБОРОЧНАЯ ЛИНИЯ
Сборочная линия, является окончательным и важным этапом для стабильной работы станка.
Опытные специалисты на профессиональных сборочных линии Nanxing начиная от станины и заканчивая небольшими электрическими компонентами, гарантируют стабильную и производительную работу станка.
|
|
|
КОНТРОЛЬ КАЧЕСТВА
Современное измерительное оборудование и строгая система контроля качества помогают гарантировать, что машины и детали проверены и сертифицированы в соответствии с очень высокими стандартами.
Все машины поставляются с Сертификатом качества, подписанным специалистом по контролю качества.
|
|
|
КОНВЕЙЕР
- Длинная прямая полукруглая направляющая, гарантирует прямолинейное движение деталей, без смещений.
- 2 комплекта опорных поддерживающих конвейеров с роликами поддерживают большую заготовку в процессе обработки.
- Толстая стальная опорная плита с высокой жесткостью и стабильностью предотвращает деформацию и обеспечивает дополнительную стабильность при работе.
- Двигатель конвейера высокой мощности обеспечивает стабильную работу машины.
- Мощность: 4 кВт.
|
|
|
ВЕРХНИЙ ПРИЖИМ
- Утолщенная алюминиевая прижимная балка обеспечивает отличную жесткость и длительный срок службы.
- Прижимное парные ролики отлично фиксируют деталь и исключают перекос во время обработки.
- Электромеханический привод прижимной балки, управляется с пульта управления машины.
|
|
|
ПРОФИЛЬНОЕ ФРЕЗЕРОВАНИЕ
Два независимые электромотора работают поочередно и вращаются в разные стороны, что предотвращает вырывание кромочного материала с торца детали.
Быстросъёмная конструкция фрез, которая обеспечивает быструю замену для обработки разных профилей.
|
|
ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ
Лампа нагрева торца детали.
Инфракрасная лампа с рабочей температурой около 300 градусов прогревает торец детали для наилучшего приклеивания кромки. Особенно актуально в зимний период.
|
|
СИСТЕМА ПОДАЧИ ЖИДКОСТИ
Разделяющая и очищающая жидкости распыляются специальными форсунками на обе стороны детали, улучшая качество обработки кромки.
|
|
УСТРОЙСТВО ПОДАЧИ КРОМОЧНОГО МАТЕРИАЛА
Точная подача кромочного материала с помощью сервопривода точно контролирует свесы, что экономит материал.
Толщина кромочного материала:
|
|
|
МАГАЗИН ПОДАЧИ КРОМОЧНОГО МАТЕРИАЛА
- Магазин на 2 рулона кромки.
- Быстрая и удобная смена рулонов.
- Точность подачи кромочного материала контролируется серводвигателем.
- По сравнению с традиционным устройством подачи кромочного материала, более высокая точность обрезки контролируется серводвигателем, экономия затрат на каждый станок благодаря более коротким свесам кромки на двух концах заготовки.
- Специальное устройство фрезерования продольного паза для получения качественного сгиба на торце детали.
- Мощность двигателя 0,37 кВт.
- Настройка положения паза с цифровым счетчиком.
|
|
ОБРЕЗКА КРОМКИ
Пневматический цилиндр с ножом для черновой обрезки кромочного материала.
|
|
|
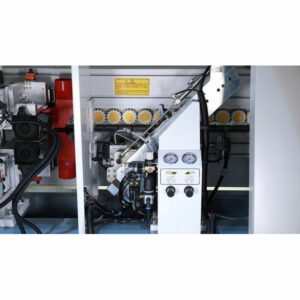
ВЕРХНЯЯ КЛЕЕВАЯ ВАННА С ПРЕДПЛАВИТЕЛЕМ
- Система предварительного расплава имеет высокую скорость нагрева, оснащена бункером для непрерывной подачи в клеевую ванну, которая расположена сверху клеенаносящего ролика.
- Верхний клеевой бункер объемом около 10 л.
- Имеется визуальная индикация наполнения бункера.
- Регулировка температуры в предплавителе и клеевой ванне происходит с пульта управления.
- Быстросменная верхняя клеевая ванна.
|
|
ПРЕСС ГРУППА
- 1 + 3 стальных ролика, чтобы прижать прямую сторону.
- Один предварительный прижимной ролик диаметром 100 мм + 3 опорных ролика для плотного прижатия кромочной ленты к поверхности панели.
|
|
ВЫСОКОТЕМПЕРАТУРНЫЙ ФЕН
- Два термофена для разогрева кромочной ленты. Позволяет кромочной ленте размягчиться.
- Поддерживайте температуру клея на кромочной ленте. Убедитесь, что клей имеет хорошую вязкость при нажатии на мягкую сторону.
|
|
УСТРОЙСТВО СОФТФОРМИНГА
Станок имеет возможность обработать 8 стандартных профилей.
Возможна установка только трех профилей по желанию, т.к. система перенастройки имеет револьверную конструкцию.
Высота заготовки:
Профильное формование:
- Профиль 1 — 3, высота 18 мм.
- Профиль 4 — 8, высота 18 — 25 мм.
Прямое формирование:
- Профиль 9, 18 — 30 мм.
- Скорость: 12 — 16 м/мин.
Материал плиты: ДСП / МДФ.
Тип кромки ПВХ / АБС:
- ПВХ: мягкий материал, подходит для профильного формирования, средней жесткости.
- АБС: подходит для прямого формирования стороны.
|
|
СИСТЕМА АВТОМАТИЧЕСКОЙ СМАЗКИ
- Система смазки удовлетворяет требованиям ежедневного обслуживания, проста в эксплуатации.
- Масло подается во все необходимые узлы, исключая затраты времени на обслуживание станка.
- Узлы подачи масла: узел прифуговки, узел чистовой торцовки, цепь конвейера.
|
|
|
ТОРЦОВОЧНЫЙ АГРЕГАТ
- Два независимых двигателя на одной направляющей, расположенной под углом 45 градусов.
- Мощность двигателей 2 х 0,35 кВт, частота 200 Гц.
- 2 пилы диаметром Ø105 х 22 Z24.
|
|
|
ЧЕРНОВОЙ УЗЕЛ ФРЕЗЕРОВАНИЯ СВЕСОВ
- Узел чернового фрезерования с прямыми фрезами и двигателями увеличенной мощности 0,75 кВт, частота 200 Гц, 12 000 об/мин.
- Позиционирование с помощью специальных копиров.
- Узел оснащен аспирационными патрубками.
|
|
|
ЧИСТОВОЙ УЗЕЛ ФРЕЗЕРОВАНИЯ СВЕСОВ
- 2 двигателя (мощность 0,5 кВт; частота 200 Гц; частота вращения 12 000 об/мин).
- Точность позиционирования заготовки за счет специальных копиров.
- Фреза R1, R1.5, R2, конфигурация зависит от 3 выбранных профилей.
- Узел оснащен аспирационными патрубками.
|
|
|
2-МОТОРНАЯ ОБКАТКА УГЛОВ (ROUND)
- Предназначен для фрезерования острых углов спереди, сзади и двух прямых кромок для достижения необходимого радиуса R.
- 2 двигателя (мощность: 0,3 кВт; частота 200 Гц; частота вращения 12 000 об/мин).
- Движение за счет пневматических цилиндров.
- Фреза R1, R1.5, R2, конфигурация зависит от 3 выбранных профилей.
|
|
|
УЗЕЛ РАДИУСНОЙ ЦИКЛИ
- Предназначен для удаления микроволны на обработанной радиусной поверхности кромки после узлов фрезерования.
- Два двухсторонних ножа радиусом, с охлаждением, путем подачи сжатого воздуха непосредственно на сами ножи.
- R1, R1.5, R2, конфигурация зависит от 3 выбранных профилей.
- Точность позиционирования заготовки за счет специальных копиров.
- Узел оборудован системой аспирации.
|
|
УЗЕЛ ПЛОСКОЙ ЦИКЛИ
- Предназначен для идеальной финишной обработки поверхности заготовки по плоскости.
- За счет двух четырехсторонних пластин с плоским сечением ножа, расположенных сверху и снизу заготовки, убирает остатки клея и подчищает от микронеровностей.
- Точность позиционирования заготовки за счет копиров по плоскости.
|
|
УЗЕЛ ПОЛИРОВКИ
- Узел полировки с кругами из двухслойной ткани необходим для финишной обработки кромки. Придает блеск обработанной поверхности, очищает от загрязнений.
- Обеспечение стабильной работы за счет подключения постоянного питания.
- Оснащен 2-мя двигателями мощностью 0,37 кВт, 50 Гц, скорость вращения 1400 об/мин.
|
|
УСИЛЕННЫЕ ПОДДЕРЖИВАЮЩИЕ КОЛОННЫ
Массивные поддерживающие колонны для стабильной работы узлов станка.
|
|
|
СЕРВИСНЫЙ ПУЛЬТ
Пульт позволяет оператору останавливать или запускать станок в любое время во время обработки, что обеспечивает макс. удобство при регулировке или тестировании станка.
За счет светового индикатора, состояние станка всегда доступно оператору с любого места.
|
|
СИСТЕМА АСПИРАЦИИ
Станок оборудован продуманной системой аспирации на основных узлах, которая эффективно убирает стружку из зоны обработки.
Чистое пространство обеспечивает высокое качество обработки.
Аспирационные патрубки диаметром 125 мм.
|
|
|
ЗАЩИТНОЕ УСТРОЙСТВО
- Защита при кромлении и определение толщины.
- Пневатический палец контролирует расстояние между деталями и не позволит подать заготовку раньше времени.
- Измеритель толщины детали остановит конвейер при подаче заготовки большей толщины. Защита механизмов подачи и прижимной балки.
- Система определения интервального кормления. Держите детали на нужном расстоянии для максимальной эффективности кромкооблицовки.
- Аварийная кнопка. Немедленное прекращение работы гарантирует безопасность жизни оператора.
|
|
|
ЭЛЕКТРИЧЕСКИЕ КОМПОНЕНТЫ
- Управление ПЛК, входное напряжение 380 В, 50 Гц (стандарт).
- Положение заготовки контролируется энкодером.
- Независимые частотные преобразователи на каждый узел с функцией торможения двигателя.
- Все электрические компоненты оборудования соответствуют национальным стандартам.
- Допуск к эксплуатации при температуре 5 — 40℃.
|
|
|
СИСТЕМА УПРАВЛЕНИЯ
- ПЛК общее управление оборудованием.
- Пульт управления с сенсорным дисплеем и удобным расположением.
- Интерфейс ПК. Интуитивно понятен и прост, информация о состоянии машины доступна с первого взгляда.
- Отображение процессов и диагностической информации.
- Все виды напоминаний о безопасности.
|