|
БАЗОВАЯ СТАНИНА
Обработка станины проходит на передовых металлообрабатывающих станках с ЧПУ за одну установку, это дает высокую точность работы узлов на более длительном сроке службы.
Все элементы конструкции станка, так же проходят абсолютно точную обработку на металлообрабатывающих станках с ЧПУ, японского производства.
|
|
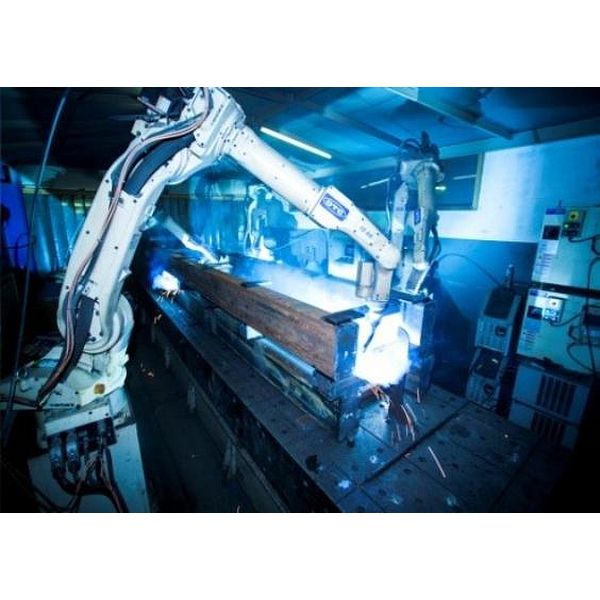
ПРОФЕССИОНАЛЬНАЯ СБОРОЧНАЯ ЛИНИЯ
Сборочная линия, является окончательным и важным этапом для стабильной работы станка.
Опытные специалисты на профессиональных сборочных линия, начиная от станины и заканчивая небольшими электрическими компонентами, гарантируют стабильную и производительную работу станка.
|
|
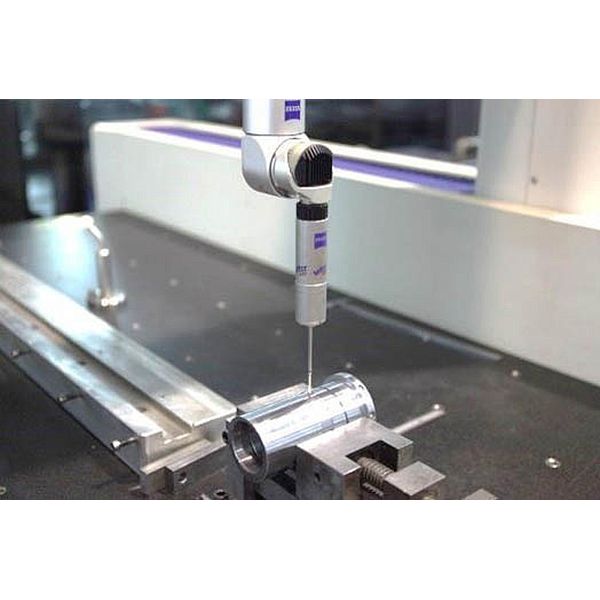
КОНТРОЛЬ КАЧЕСТВА
- Участок контроля качества.
- Специально измерительное оборудование.
- Строгая система контроля качества по важным параметрам станка.
Помогают получить гарантию, что готовые станки, которые завод производит, имеет высокий уровень качества.
|
|
|
ПРИЖИМНАЯ БАЛКА
Прижимная балка из алюминия сечением профиля 160 х 80 мм и толщиной стенки 6 мм обеспечивает высокую точность и превосходную жесткость.
На необходимую толщину заготовки подъем и опускание прижимной балки осуществляется с пульта управления.
По всей длине станка точное позиционирование балки достигается за счет четырех опор.
Идеальную точность перемещения обеспечивает электропривод энкодера и двигателя.
|
|
|
КОНВЕЙЕР
Долговечный и надежная конструкция конвейера.
Точное перемещение башмаков осуществляется за счет полукруглой направляющей прошедшую специальную термообработку с помощью цепи.
Износостойкие башмаки в сочетании с резиновыми прижимными роликами диаметром 60 мм расположенными в 2 ряда обеспечивают точную транспортировку заготовок.
Стабильная работа транспортировочного двигателя обеспечивается за счет плавного пуска и эклектического тормоза, в целях безопасности при аварийной остановке.
|
|
УСТРОЙСТВО ПОДАЧИ
Система определения интервала подачи заготовки предназначена для фиксированного расстояния между заготовками для повышения производительности и обеспечения стабильной работы каждого узла.
2 литые стальные круглые опоры Ø 50 мм, позволяют выдвинуть поддерживающую раму с направляющими роликами на 600 мм.
Счетчик с числовой индикацией, позволяет оператору точно отследить заданную высоту подъема прижимной балки в режиме реального времени.
Путевые точки – контактная навигация заготовок для идеально точной обработки на последующих узлах.
|
|
|
ФРЕЗЕРОВАНИЕ ТОРЦА
Предназначен для фрезерования торца по углом 45° без дефектов и сколов, гарантирует перпендикулярную и прямолинейную геометрию поверхности торца детали.
Две фрезы с алмазными напайками.
Автоматический обдув торца заготовки от стружки.
Два двигателя противоположного вращение с автоматическим подводом/отводом в зону обработки убавляются с помощью пневмоцилиндров:
- Мощность 2 х 4 кВт;
- Скорость вращения 2 800 об/мин.
|
|
УЗЕЛ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ
Предназначен для устранения дефектов раскроя (микро-сколов, ступеньки от подрезной пилы), гарантирует перпендикулярную и прямолинейную геометрию поверхности торца детали.
Две фрезы с алмазными напайками.
Автоматический обдув торца заготовки от стружки.
Два двигателя противоположного вращение с автоматическим подводом/отводом в зону обработки убавляются с помощью пневмоцилиндров:
- Мощность 2 х 3,7 кВт;
- Частота 200 Гц;
- Скорость вращения 9 000 об/мин.
|
|
ИНФАКРАСНАЯ ЛАМПА НАГРЕВА
Предварительный нагрев торца заготовки создает нужную основу для качественной приклейки кромки.
Рабочая температура инфракрасной лампы около 3000°С.
Особо актуальна в зимний период времени.
|
|
МАГАЗИН КРОМОЧНОГО МАТЕРИАЛА
Вертикальный магазин на 2 рулон.
Индикаторы контроля за кромочным материалом с остановкой подачи.
Сигнал окончания рулона на пульте управления.
Быстрая и удобная смена рулонов.
Замена рулона происходит при завершении рулона или по команде системы управления в тех случаях, когда в новой программе указан другой тип кромки.
Подача кромки с помощью сервопривода.
Максимальная толщина кромки 3 мм.
Возможно перемещение магазина с помощью транспортировочных колес.
|
|
КЛЕЕНАНОСЯЩАЯ ВАННА. СТАНДАРТНАЯ И ПОД УГЛОМ
Плавная подача кромочного рулонного материала в зону нанесения клея из магазина.
Традиционный способ добавления клея в клеевой бачек, расположен ниже относительно клеенаносящего вала.
Клеевой бачок имеет тефлоновое покрытие, которое предотвращает пригорание клея к стенкам бачка.
Бачок предназначен для горячего клей-расплава EVA с емкостью около 4 л.
Чувствительная регулировка подачи клея, для того чтобы обеспечить рациональное использование клея.
|
|
|
ПРЕСС ГРУППА
Состоит из 7-ми до прессовочных Ø 70 мм роликов обеспечивают надежную фиксацию кромочного материала на торец заготовки, 2 из них под углом 45°.
Регулировка площадки прижимной группы на толщину кромочного материала осуществляется с помощью цифрового счетчика.
Каждый ролик оснащен индивидуальным пневмоцилиндром.
Прижимные ролики подходят для прижатия кромочного материала различной толщины на торец заготовки для минимизации клеевого шва.
|
|
УЗЕЛ 2-Х МОТОРНОЙ ТОРЦОВКИ
Линейная направляющая расположена под углом 45°.
Узел торцовки состоит из 2-х двигателей.
Перемещение двигателей осуществляется за счет высокоточных линейных направляющих HIWIN.
Автоматическая система смазки направляющих с помощью блока контроля времени.
Точный контроль осуществляется за счет установленного частотного преобразователя Delta. Защита от перегрузки двигателя. Это обеспечивает долгий срок службы станка.
Узел с 2-мя двигателями:
- Мощность 0,35 кВт;
- Частота 200 Гц;
- Скорость вращения 12000 об/мин.
|
|
I УЗЕЛ ФРЕЗЕРОВАНИЯ СВЕСОВ (ЧЕРНОВОЙ)
Служит для предварительного (ЧЕРНОВОГО) фрезерования верхних и нижних свесов заготовки.
Экономия времени на перенастройку.
Узел фрезерования свесов с 2-мя двигателями:
- Мощность 0,75 кВт;
- Частота 200 Гц;
- Скорость вращения 12000 об/мин.
Точность позиционирования заготовки за счет инновационной технологии копиров, которые идеально отлеживают плоскость заготовки даже с отверстиями по пласте.
Оборудован системой аспирации.
|
|
II УЗЕЛ ФРЕЗЕРОВАНИЯ СВЕСОВ (ЧИСТОВОЙ)
Служит для финишного (ЧИСТОВОЙ) фрезерования верхних и нижних свесов заготовки.
Технология Quick SET Автоматическая перенастройка узла на 2 типа кромки.
Быстрое и удобное позиционирование узла в рабочей зоне с пульта управления.
Экономия времени на перенастройку.
Узел фрезерования свесов с 2-мя двигателями:
- Мощность 0,55 кВт;
- Частота 200 Гц;
- Скорость вращения 12000 об/мин.
Точность позиционирования заготовки за счет инновационной технологии копиров, которые идеально отлеживают плоскость заготовки даже с отверстиями по пласте.
Оборудован системой аспирации.
|
|
|
2-Х МОТОРНАЯ ОБКАТКА УГЛОВ
Узел предназначен для профильного фрезерования передних и задних стыков кромки (углов).
Обеспечивает абсолютно точную обработку каждого угла отдельным независимым двигателем на больших скоростях.
2 двигателя узла обкатки углов:
- Мощность 0,3 кВт;
- Частота 200 Гц;
- Скорость вращения 12000 об/мин.
Фрезы с алмазными напайками.
Ø 70 х Ø 16 H16 Z3.
Движение за счет пневматических цилиндров.
Возможно выбрать индивидуальную обработку угла стыков кромки.
Узел обкатки регулируется автоматически с помощью электродатчика.
Мин. длина заготовки: 200 мм.
Макс. скорость подачи: 14 м/мин.
|
|
УЗЕЛ РАДИУСНОЙ ЦИКЛЕВКИ
Предназначен для удаления микроволны на обработанной радиусной поверхности кромки после узла фрезерования.
Технология Quick SET Автоматическая перенастройка узла на 2 типа кромки.
Быстрое и удобное позиционирование узла в рабочей зоне с пульта управления.
Экономия времени на перенастройку.
Два двухсторонних ножа радиусом R2, с охлаждением, путем подачи сжатого воздуха непосредственно на сами ножи.
Точность позиционирования заготовки за счет инновационной технологии копиров, которые идеально отлеживают плоскость заготовки даже с отверстиями по пласте.
|
|
УЗЕЛ ПЛОСКОЙ ЦИКЛЕВКИ
Предназначен для идеальной финишной обработки поверхности заготовки по плоскости.
За счет двух четырехсторонних пластин с плоским сечением ножа, расположенных сверху и снизу заготовки, убирает остатки клея и подчищает от микронеровностей.
Технология Quick SET Автоматическая активация с пульта в рабочее положение.
Быстрое и удобное позиционирование узла в рабочей зоне с пульта управления.
Экономия времени на перенастройку.
|
|
УЗЕЛ ПОЛИРОВКИ
Узел полировки с кругами из двухслойной ткани необходим для финишной обработки кромки. Придает блеск обработанной поверхности, очищает от загрязнений.
Обеспечение стабильной работы за счет подключения постоянного питания.
|
|
|
ПАКЕТ КОМФОРТ
В перегородках станка в зоне прохождения детали установлены щетки для очистки обработанной детали от пыли и частиц кромочного материала предыдущих узлов, который может попасть под копиры последующих узлов.
Подсветка внутренней зоны агрегатов станка.
Удобство обслуживания и настройки агрегатов и отслеживания стабильной работы станка.
|
|
БЛОК ПОДГОТОВКИ ВОЗДУХА
Пневмосистема станка оснащена блоком AirTAC.
Регулировка давления и точный контроль подачи воздуха.
Состоит из резервуара с маслом для смазки системы масляным туманом, фильтра тонкой очистки и блока контроля распределения.
Необходимое давление 8 Бар.
|
|
ЭЛЕКТРОВЫКЛЮЧАТЕЛИ
Главный выключатель для подачи питания (Вкл / Выкл).
Переключатель для наладки и перенастройки.
Кнопка аварийной остановки на пульте управления и задней части станка.
|
|
ЭЛЕКТРОКОМПОНЕНТЫ
Входное напряжение: 380 В, 50 Гц.
Преобразователь частоты Delta с функцией электроостановки двигателя от перегрузки.
Логический PLC контролер DELTA.
Станок автоматически переходит в режим ожидания, когда машина перестает работать в течение определенного периода (в зависимости от времени установки).
|
|
СИСТЕМА УПРАВЛЕНИЯ
Отдельно вынесен пульт управления с сенсорным дисплеем Touch SCREEN.
Интерфейс работы интуитивно понятен и прост, информация о состоянии машины доступна с первого взгляда.
Отображение процессов и диагностической информации.
Оперативное решение проблем с помощью кода ошибок отображаемые на мониторе пульта.
|