|
|
СТАНИНА
- Детали станин из толстостенного проката, изготавливаются путем лазерной резки.
- Сборка станины происходит на специальном стапеле с применением высокоточных сварочных роботов.
- Все станины проходят операцию термической обработки для снятия внутренних напряжений.
- После термообработки все посадочные площадки и технологические отверстия фрезеруются на прецизионных портальных станках с ЧПУ за один установ.
|
|
СБОРОЧНАЯ ЛИНИЯ
Процесс сборки является заключительным и крайне важным этапом. Высококлассные инженеры сборочных участков Nanxing отвечают каждый за свою операцию. Таким образом, завод гарантирует стандартно высокое качество произведенных машин.
|
|
|
КОНТРОЛЬ КАЧЕСТВА
Завод Nanxing, один из немногих в Китае, имеет собственную лабораторию для контроля качества выпускаемого оборудования. Данная лаборатория имеет систему поддержания постоянной температуры и влажности, оснащена самым современным высокоточным измерительным оборудованием производства Zeiss (Германия) и Aberlink (Великобритания).
|
|
|
ПРИЖИМНАЯ БАЛКА
- Алюминиевая прижимная балка изготовлена из усиленного многокамерного профиля высокой жесткости.
- Высота прижимной балки настраивается с помощью специального маховика и цифрового счетчика.
- Резиновые ролики имеют малый шаг и большую площадь контакта. Благодаря этому плотно прижимают заготовки, обеспечивая их перемещение без смещения и точность обработки кромки.
|
|
|
КОНВЕЙЕР
- Круглая направляющая конвейера закалена и имеет высокую твердость и износостойкость. Основание башмака конвейера примыкает к направляющей практически без зазоров, гарантируя плавность и ровность хода. Посадочное место для направляющей фрезеруется на прецизионных станках с ЧПУ, поэтому её срок службы практически не ограничен.
- Поддерживающая телескопическая опора с роликами выдвигается до 600 мм и позволяет обрабатывать детали с большим свесом.
- Направляющая линейка изготовлена из стальной пластины большой толщины. Крепление к станине с помощью массивного, жесткого кронштейна для обеспечения стабильности позиционирования заготовки.
- Мощный двигатель с редуктором гарантирует плавную и ровную подачу тяжелых и длинных деталей. Стабильная работа узла подачи обеспечивается системой плавного пуска и электротормоза двигателя в случае аварийной остановки.
|
|
|
ФРЕЗЕРОВАНИЕ НАКЛОННОГО ТОРЦА
- Скорость вращения фрезы 2800 об/мин.
- Алмазный инструмент с углом скоса 45°.
- Индивидуальный аспирационный кожух.
|
|
ВЕРТИКАЛЬНЫЙ МАГАЗИН КРОМКИ
Рулон кромки компактно расположен вертикально, позволяя экономить площадь в цехе.
|
|
УЗЕЛ ПАЗОВАНИЯ КРОМКИ
- Специальное устройство фрезерования продольного паза для получения качественного сгиба на торце детали. Мощность двигателя 0,37 кВт.
- Настройка положения паза с цифровым счетчиком.
|
|
|
2 КЛЕЕВЫЕ ВАННЫ
Две отдельных клеевых ванны для прямого и скошенного частей торцев. Каждая ёмкостью 5литров с антипригарным покрытием.
|
|
ПРЕСС ГРУППА
Устройство пресс-группы позволяет позволяет плотно прижать кромку к детали под углами 45° и 90°, обеспечивая качественный клеевой шов.
|
|
УЗЕЛ ЧИСТОВОЙ ТОРЦОВКИ
- Два независимых двигателя на одной направляющей, расположенной под углом 45 градусов.
- Мощность двигателей 2 х 0,35 кВт, частота 12 000 Гц.
|
|
УЗЕЛ ФРЕЗЕРОВАНИЯ СВЕСОВ
- Верхний блок – фрезерование прямыми ножами.
- Нижний блок – фрезерование радиусными ножами.
|
|
УЗЕЛ ЦИКЛЕВАНИЯ
- Верхний блок – обработка прямым ножом.
- Нижний блок – обработка радиусным ножом.
|
|
ПОЛИРОВАЛЬНЫЙ УЗЕЛ
- Обеспечение стабильной работы за счет подключения постоянного питания.
- Оснащен 2-мя двигателями мощностью 0,37 кВт, частота 50 Гц. Скорость вращения 1350 об/мин.
|
|
СИСТЕМА АСПИРАЦИИ
Аспирационные выходы 3 х 125 мм.
|
|
|
СИСТЕМА БЕЗОПАСНОСТИ
- Контроль толщины заготовки расстояния между деталями.
- Пневатический палец контролирует расстояние между деталями и не позволит подать заготовку раньше времени. Защита узла чистовой торцовки.
- Измеритель толщины детали остановит конвейер при подаче заготовки большей толщины. Защита механизмов подачи и прижимной балки.
- Аварийная кнопка расположена в доступной для оператора зоне и позволяет остановить станок при возникновении нештатной ситуации.
|
|
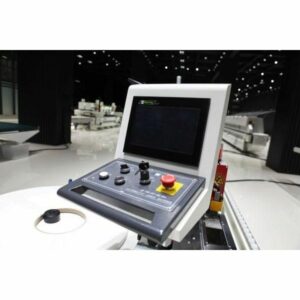
СЕРВИСНЫЙ ПУЛЬТ
Предназначен для настройки станка и позволяет оператору запускать и останавливать станок на любой стадии обработки детали.
|
|
ПУЛЬТ УПРАВЛЕНИЯ
- Пульт управления с 10-дюймовым сенсорным дисплеем и удобным расположением.
- Отображение процессов и диагностической информации.
- Оперативное решение проблем с помощью кодов ошибок
- Отчет о производстве включая количество и длину заготовок.
|
|
|
ЭЛЕКТРО-КОМПОНЕНТЫ
- Управление ПЛК, входное напряжение 380 В, 50 Гц (стандарт).
- Положение заготовки контролируется энкодером.
- Независимые частотные преобразователи на каждый узел с функцией торможения двигателя.
- Большинство используемых электрических компонентов на станке произведены международными брендами для достижения высокого качества и универсальности.
- Каждый провод имеет уникальную метку с кодом, что обеспечивает максимальное удобство при устранении неполадок и онлайн-поддержки.
|