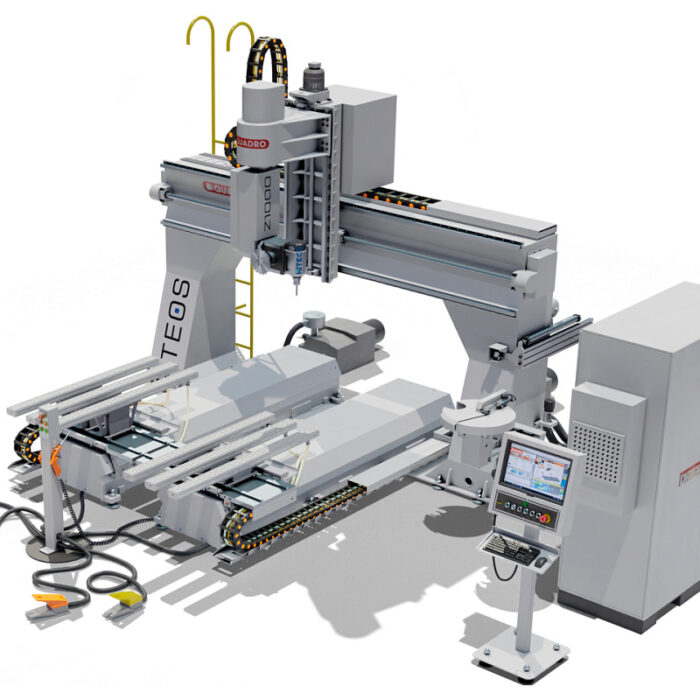
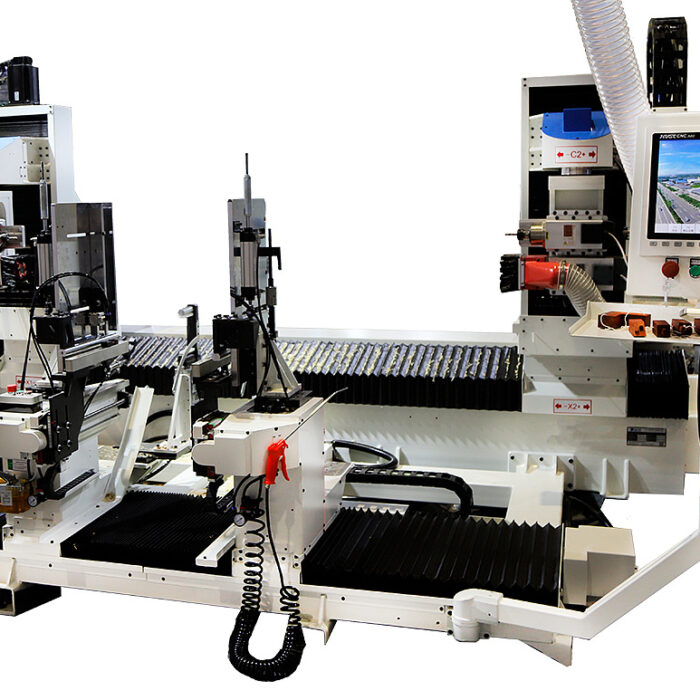
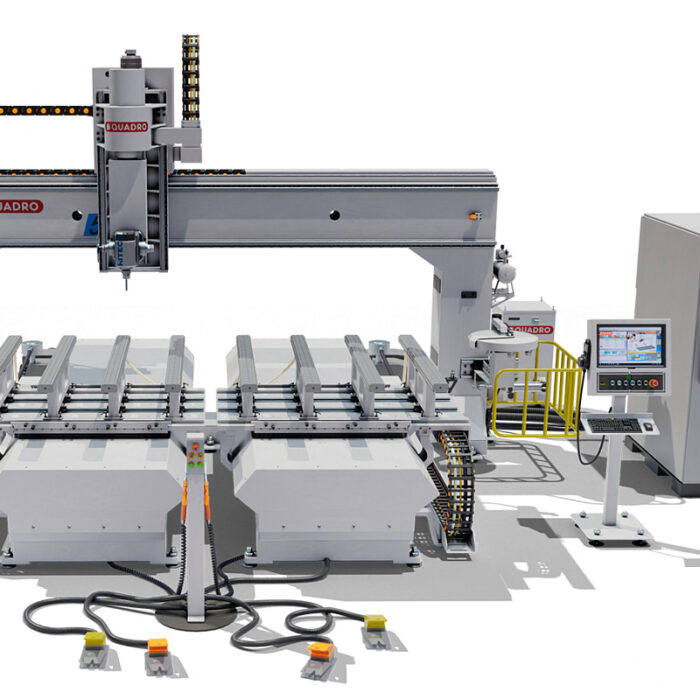
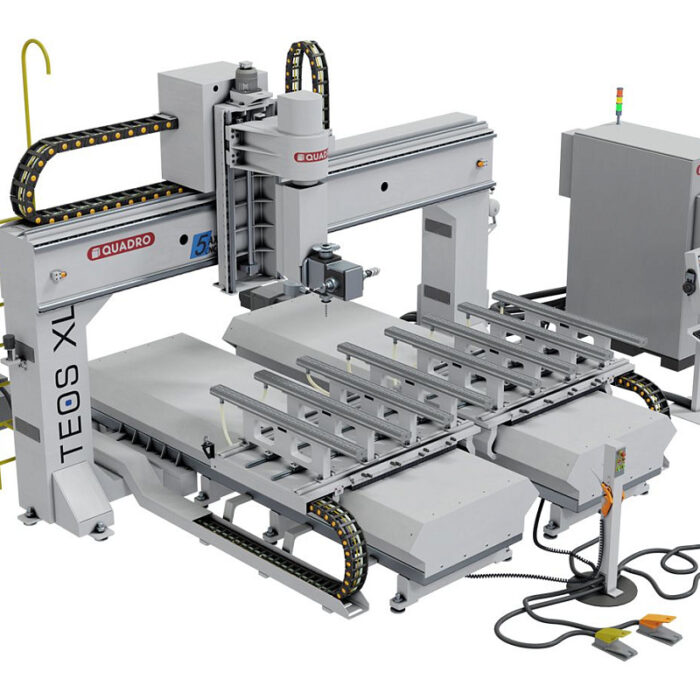
Автоматическая фрезерно-присадочная линия с ЧПУ Beaver NEST CONCEPT D4
ПОД ЗАКАЗ
-
Размеры зоны обработки2085 x 2820 мм
-
Высота заготовки по оси Z50 мм
-
Мощность шпинделя12 кВт
-
Максимальная частота вращения шпинделя24 000 об/мин
-
Система смены инструментаавтоматическая
-
Тип инструментального магазинаревольверный
-
Вес7000 кг
Преимущества
- Станок с автоматической загрузкой плитного материала, одновременной выгрузкой с отчисткой рабочего стола
- Идеально подходит для сложных фрезерований фасадов и корпусной мебели на высокой скорости в режиме 24/7
- Благодаря магазину на 16 позиций, шпинделю 12кВт, сверлильной группе станок способен выполнять любые задачи
- Сопровождение и обучение с индивидуальным подходом
- Прецизионная точность
2
людей смотрит этот товар прямо сейчас!
Описание
Детали
| Размеры зоны обработки, мм | |
|---|---|
| Высота заготовки по оси Z, мм | |
| Мощность шпинделя, кВт | |
| Тип охлаждения шпинделя | |
| Тип инструментального патрона | |
| Тип цанги | |
| Система смены инструмента | |
| Тип инструментального магазина | |
| Тип рабочего стола | |
| Скорость рабочего хода, м/мин | |
| Тип передачи по осям X, Y | |
| Тип передачи по оси Z | |
| Система управления | |
| Принтер | |
| Наличие сверлильной головы | |
| Частота вращения, об/мин | |
| Наличие вакуумного насоса | |
| Количество, шт. | |
| Мощность, кВт | |
| Диаметр патрубков, мм | |
| Давление в пневмосистеме, МПa | |
| Расход сжатого воздуха, л/мин | |
| Напряжение, В | |
| Частота, Гц | |
| Длина, мм | |
| Ширина, мм | |
| Высота, мм |