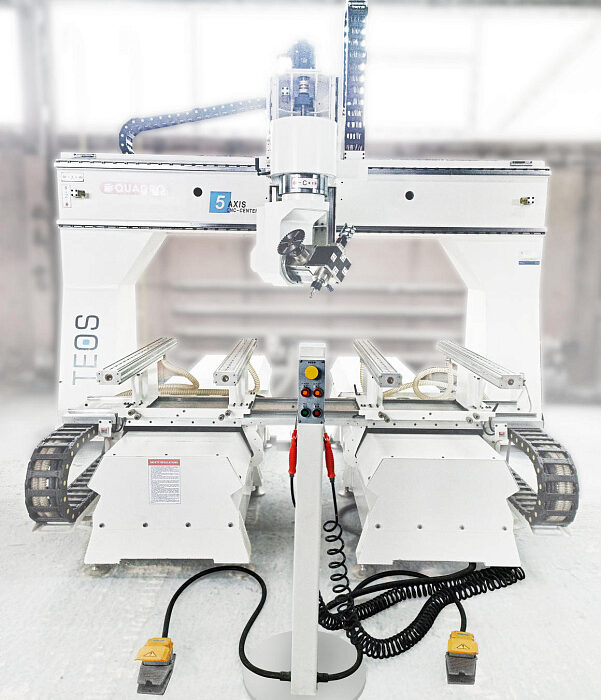
Сверлильно-присадочный центр с ЧПУ Nanxing NCB612D
ПОД ЗАКАЗ
-
Количество присадочных голов3 шт.
-
Мощность верхнего фрезерного шпинделя3,5 кВт
-
Максимальная скорость перемещения по осям X / Y / Z135 / 75 / 30 м/мин
-
Количество шпинделей для сверления в пласть заготовки (сверху)32 (16 + 16) шт.
-
Частота вращения верхнего фрезерного шпинделя18 000 об/мин
-
Количество шпинделей для сверления в пласть заготовки (снизу)10 шт.
-
Ширина обрабатываемой заготовки (мин. — макс.)30 — 1200 мм
-
Количество шпинделей для сверления в торцы заготовки16 (2 + 2; 2 + 2 / 2 + 2; 2 + 2) шт.
-
Мощность нижнего фрезерного шпинделя3,5 кВт
-
Вес3750 кг
Преимущества
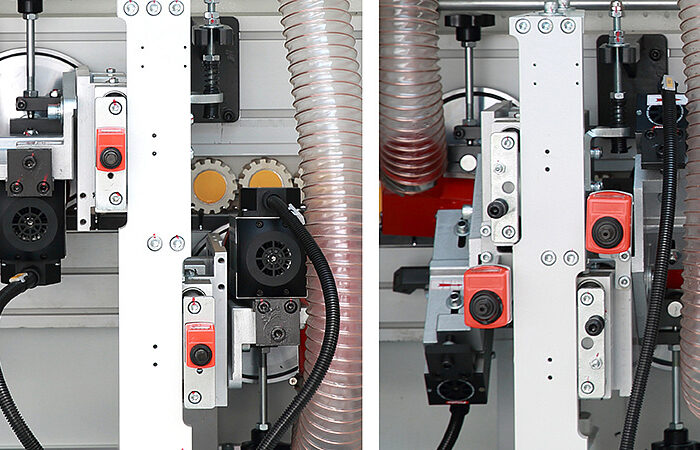
- Обработка заготовки с 6 сторон, 2 присадочные головы сверху, 1 снизу
- 2 независимых захвата – идеальная точность и высокая скорость при обработке заготовки
- Компоновка сверл позволяет одновременно выполнять зеркальную обработку
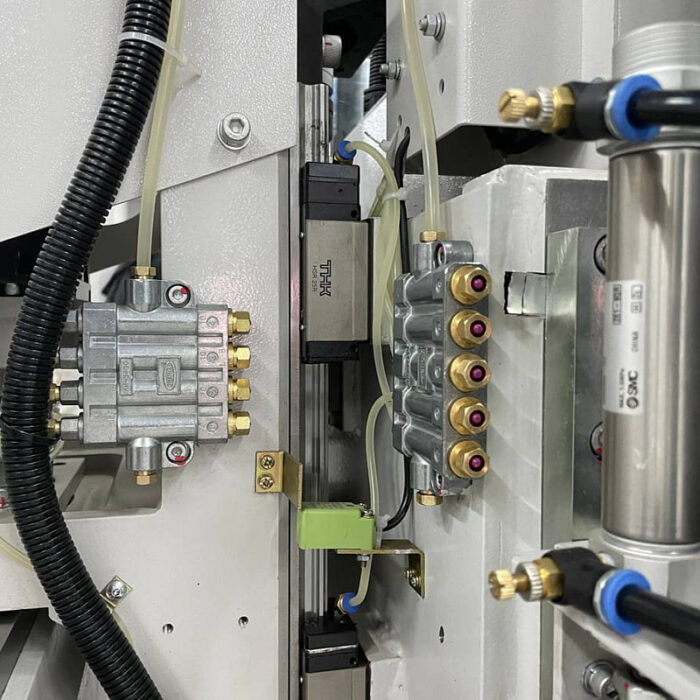
- Точность перемещения по каждой оси обеспечивается серводвигателями INNOVANCE
- Не требующие обслуживания японские планетарные редукторы SHIMPO
2
людей смотрит этот товар прямо сейчас!